

Maison
>
Produit > Service de personnalisation de base > Moulage personnalisé > Moulage par injection de pièces de robot
Produit
- Service de personnalisation de base
- Soins de santé
- Appareils et instruments électroniques
- Moules pour fournitures maternelles et infantiles
- Sports récréatifs
- Art d'ameublement
- Accessoires automobiles
- Transport et entreposage
- Luminaires
- Matériel de construction
- Produit d'emballage
- Éducation et laboratoires
- Vêtements Bagages Accessoires
- Produits d'entretien et de nettoyage
- Agriculture et foresterie
- Équipement mécanique
- Fournitures pour animaux de compagnie
- Ustensiles de cuisine






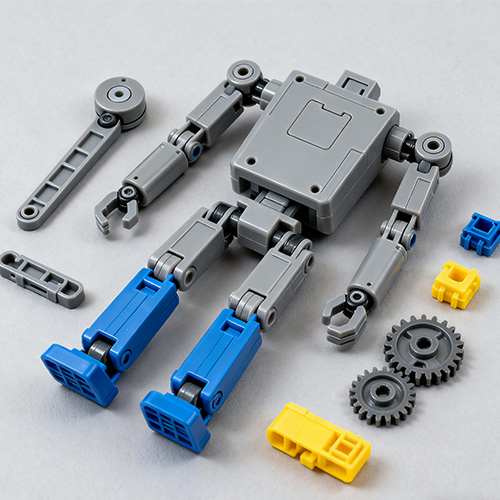

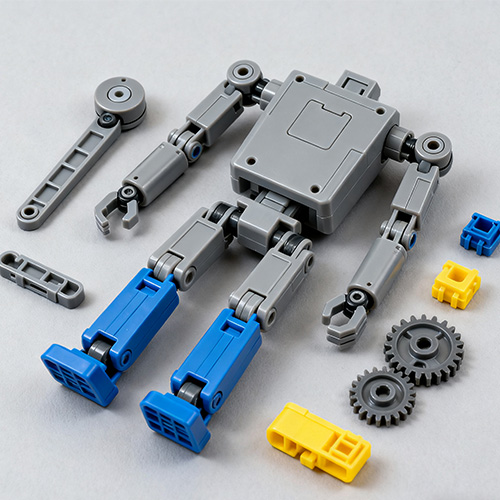
Moulage par injection de pièces de robot
Pour le moulage par injection de pièces de robot, Ningbo (P&M) Plastic Metal Products Co., Ltd. possède 18 ans d'expérience en technologie de fabrication de moules et 10 ans d'expérience en exportation. Nous fournissons des services professionnels de moules personnalisés à guichet unique et sommes un fabricant professionnel de moules en plastique. Nous pouvons utiliser le moulage par injection, le moulage par soufflage, le moulage sous pression et le moulage par rotation.
envoyer une demande
Description du produit
Le moulage par injection de pièces de robot fait référence à une technologie qui produit diverses pièces principales et auxiliaires de robots (telles que des pièces structurelles, des pièces de transmission, des boîtiers de capteurs, des composants de connexion, etc.) à l'aide de processus de moulage par injection personnalisés. Ce processus doit combiner les exigences particulières des pièces de robot en matière de précision, de solidité, de résistance aux intempéries, etc., et convertir le plastique fondu en pièces qui répondent aux normes d'assemblage du robot et aux exigences en matière de conditions de travail grâce à une conception de moule exclusive, une sélection précise des matériaux et des paramètres d'injection optimisés. Par rapport au traitement mécanique traditionnel, il peut réaliser efficacement la production en série de pièces aux structures complexes et garantir la cohérence dimensionnelle et la stabilité des performances des pièces, ce qui constitue l'une des technologies de support clés pour la production à grande échelle de l'industrie robotique.

Présentation du moulage par injection de pièces de robot P&M
A、Caractéristiques principales du moulage par injection de pièces de robot
1. Moulage de très haute précision
Les pièces de robot (telles que les engrenages de transmission communs, les connecteurs de précision) ont des exigences extrêmement élevées en matière de précision dimensionnelle, nécessitant généralement une tolérance de ± 0,005 mm, et certaines pièces principales nécessitent même une précision au niveau du micron. Pendant le processus de moulage par injection, il est nécessaire de s'assurer que les pièces peuvent correspondre avec précision à la tolérance de l'assemblage du robot après le moulage grâce à une fabrication de moules de haute précision (en utilisant de l'acier pour moules de travail à chaud H13, traité par un centre d'usinage à cinq axes, avec une précision de cavité de moule jusqu'à ± 0,002 mm), des machines de moulage par injection à contrôle en boucle fermée (surveillance en temps réel de la pression, de la vitesse et de la température d'injection, avec une plage de fluctuation contrôlée à ± 1 %) et une inspection dimensionnelle en ligne (à l'aide de jauges de diamètre laser et de machines de mesure coordonnée pour fournir des informations dimensionnelles). écarts en temps réel), afin d'éviter le blocage du fonctionnement du robot ou les erreurs de positionnement causées par une précision insuffisante des pièces.
2. Moulage intégré de structures complexes
Les pièces de robot impliquent souvent des conceptions structurelles complexes, telles que des bases de connexion avec plusieurs jeux de boucles, des boîtiers de transmission avec des nervures de renforcement intégrées, des supports de capteur avec des trous de forme spéciale, etc. Le processus de moulage par injection peut réaliser le moulage intégré de ces structures complexes grâce à une conception de moules multi-cavités ou composites : par exemple, le boîtier de joint du robot peut être moulé par injection en une seule fois sans épissage ultérieur, ce qui non seulement réduit le nombre de pièces (réduit de 30 à 50 % les types de pièces par rapport à processus d'épissage traditionnels), mais évite également les points faibles structurels causés par les espaces d'épissage, améliore la rigidité globale des pièces (résistance à la flexion augmentée de plus de 20 %) et réduit la complexité et le coût de l'assemblage du robot.
3. Correspondance précise des propriétés des matériaux
Les environnements de travail des robots sont divers (comme la pollution par les hydrocarbures à haute température dans les ateliers industriels, l'alternance de températures élevées et basses dans les scénarios extérieurs, les exigences stériles dans les scénarios médicaux), et différentes pièces doivent s'adapter aux propriétés spécifiques des matériaux : les pièces de transmission nécessitent une résistance élevée à l'usure (comme le matériau PA66 avec fibre de verre ajoutée, taux d'usure inférieur à 0,001 mm³/(N・m)) ; les boîtiers de robots extérieurs nécessitent une résistance au vieillissement UV (comme un alliage PC/ABS avec un agent anti-UV ajouté, le taux de rétention de la résistance aux chocs atteint plus de 85 % après 1 000 heures d'irradiation UV) ; les pièces de robots médicaux doivent être biocompatibles (comme le matériau PEEK de qualité médicale, qui répond à la norme de biocompatibilité ISO 10993). Le processus de moulage par injection peut répondre avec précision aux exigences de performances des différentes pièces du robot grâce à la modification des matériaux et à l'ajustement de la formule, garantissant ainsi que les pièces fonctionnent de manière stable pendant une longue période dans des conditions de travail spécifiques.
B、Processus de production de moulage par injection de pièces de robot
1. Analyse des besoins en pièces et conception de moules
Tout d'abord, il est nécessaire d'analyser en profondeur les exigences techniques des pièces du robot : clarifier le positionnement fonctionnel de la pièce dans le robot (tel que la portance, la transmission, l'étanchéité), les paramètres de l'environnement de travail (plage de température, contact moyen, résistance à la charge), la tolérance d'assemblage (fournir des dessins 2D/3D détaillés, marquer les dimensions clés et les tolérances géométriques) et les exigences de sortie (déterminer le nombre de cavités du moule et la durée de vie). En fonction des exigences, des logiciels de CAO/IAO (tels que SolidWorks, Moldflow) sont utilisés pour la conception des moules : la cavité et le noyau doivent réserver le retrait plastique (tel que 2,0 % à 2,5 % pour les matériaux POM), et une analyse du flux de moule est effectuée pour simuler le processus de remplissage plastique, optimiser la position de la porte (éviter les bulles et les marques de retrait) et la disposition du circuit d'eau de refroidissement (assurer un refroidissement uniforme des pièces, avec une déformation contrôlée à moins de 0,01 mm) ; pour les pièces de transmission de précision, les broches de positionnement et les structures de guidage doivent être placées dans le moule pour garantir que la coaxialité des trous de serrure après le moulage de la pièce est ≤0,003 mm.
2. Fabrication de moules de haute précision
Les matériaux du moule sont sélectionnés en fonction de la précision et du rendement de la pièce : la cavité centrale et le noyau utilisent de l'acier de moule H13 ou S136 (le H13 a une forte résistance à l'usure, adapté à la production de masse ; le S136 a une excellente résistance à la corrosion, adapté aux pièces transparentes ou aux pièces ayant des exigences de surface élevées), et le gabarit utilise de l'acier pré-durci P20. Le processus de traitement nécessite plusieurs processus de précision : premièrement, utilisez un centre d'usinage à cinq axes pour l'ébauche et la semi-finition de la cavité afin de garantir une tolérance de forme et de position ≤0,005 mm ; utilisez ensuite l'usinage par électroérosion (EDM) pour finir la cavité complexe ou la structure à espace étroit, avec une rugosité de surface contrôlée à Ra≤0,4 μm ; enfin, effectuez un polissage miroir (en utilisant une pâte de meulage diamantée, précision jusqu'à Ra≤0,012 μm) et l'assemblage du moule. Après l'assemblage, un interféromètre laser est utilisé pour détecter le parallélisme et la coaxialité du moule afin de garantir que la précision globale du moule répond aux exigences de production de la pièce.
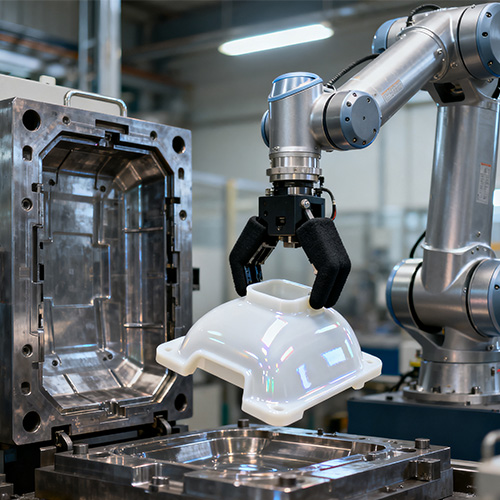
3. Production par injection et optimisation des processus
Les paramètres d'injection sont définis en fonction des caractéristiques matérielles de la pièce : par exemple, lors de la production d'engrenages communs de robot (en utilisant du PA66 + 30 % de fibre de verre), la température d'injection est contrôlée à 260-280 ℃, la pression d'injection à 80-100 MPa, le temps de maintien à 15-20 s et le temps de refroidissement à 25-30 s ; lors de la production de boîtiers de capteurs (en utilisant des matériaux PC), la température d'injection est de 280 à 300 ℃, la pression d'injection de 90 à 110 MPa pour éviter les contraintes internes provoquant la fissuration du boîtier. Pendant le processus de production, le système industriel Internet des objets (IIoT) est utilisé pour collecter les paramètres de la machine de moulage par injection (température, pression, temps) et les données sur la taille des pièces en temps réel, et établir un modèle de corrélation entre les paramètres du processus et la qualité de la pièce : lorsque l'écart de taille de la pièce dépasse 0,003 mm, le système ajuste automatiquement la vitesse d'injection ou la pression de maintien pour réaliser l'optimisation dynamique des paramètres du processus, garantissant que le taux de qualification des pièces est stable au-dessus de 99,5 %.
4. Post-traitement et inspection des pièces
Les pièces après moulage par injection nécessitent un post-traitement ciblé : pour les engrenages de transmission, un ébavurage (à l'aide d'un équipement d'ébavurage à ultrasons pour éliminer les bavures du portail et de la surface de séparation, avec une précision jusqu'à 0,001 mm) et un traitement de durcissement de surface (tel qu'un traitement de nitruration, une dureté de surface augmentée au-dessus de HV800 pour améliorer la résistance à l'usure) sont nécessaires ; pour les boîtiers de capteurs, un revêtement de surface (tel qu'un revêtement par pulvérisation sous vide pour améliorer la résistance aux rayures et l'effet de blindage électromagnétique du boîtier) est requis. Le lien d'inspection adopte une combinaison « inspection à 100 % + inspection par échantillonnage » : les dimensions clés (telles que le module d'engrenage, l'espacement des trous) sont entièrement inspectées par une machine de mesure tridimensionnelle entièrement automatique pour garantir que chaque pièce répond aux exigences de précision ; les propriétés mécaniques (telles que la résistance à la traction, la résistance aux chocs) sont échantillonnées par lot (5 à 10 pièces par lot) et vérifiées par une machine d'essai universelle et une machine d'essai d'impact ; l'adaptabilité environnementale (telle que la résistance aux hautes et basses températures, la résistance au vieillissement) est simulée et testée par une chambre à haute et basse température et une chambre d'essai de vieillissement pour garantir que les pièces peuvent s'adapter à l'environnement de travail du robot.
Moulage par injection de pièces de robot P&M (spécifications)
|
Nom du moule |
Moulage par injection de pièces de robot |
|
Nous promettons |
Tous centrés sur le client, jamais pour le profit à court terme et vendant des avantages à long terme |
|
Nous produisons |
Moule, prototype, moulage par injection, assemblage de produits, impression de surface, pulvérisation de l'intégration de surface |
|
Veuillez fournir |
2D, 3D, échantillons ou taille des images multi-angles |
|
Temps de moulage |
Environ 25 jours ouvrables |
|
Temps de produit |
7-15 jours |
|
Précision de la mode |
±0,1mm |
|
Durée de vie du moule |
50 à 100 millions de clichés |
|
Processus de production |
Dessins d'audit - analyse du flux de moule - validation de la conception - matériaux personnalisés - traitement des moules - traitement des noyaux - usinage des électrodes - traitement du système de glissières - traitement et approvisionnement des pièces - acceptation de l'usinage - processus de traitement de surface des cavités - mode complexe Matrice - Revêtement de la surface entière du moule - Plaque de montage - échantillon de moule - test d'échantillon - envoi d'échantillons |
|
Cavité du moule |
Une cavité, plusieurs cavités ou des produits identiques et différents peuvent être fabriqués ensemble |
|
Matériau du moule |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Système de coureur |
Canaux chauds et canaux froids |
|
Matériau de base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Finition |
Piquage du mot, finition miroir, surface mate, stries |
|
Standard |
HASCO, DME ou dépendant de |
|
Une technologie élancée |
Fraisage, meulage, CNC, EDM, coupe de fil, sculpture, EDM, tours, finition de surface, etc. |
|
Logiciel |
Délai de conception CAD, PRO-E, UG : 1 à 3 jours (circonstances normales) |
|
Matériau du produit |
Matières premières plastiques de qualité alimentaire |
|
Origine |
Fabriqué en Chine |

Processus de personnalisation








Usine et à propos de nous
NingBo Plastic Metal Product Co., Ltd (P&M) est située à Yuyao, la soi-disant Mold City, Plastic Kingdom, à la pointe sud du pont de la baie de Hangzhou, au nord de Shanghai, à l'est du port de Ningbo, double ligne étroite de la route nationale 329 sur le trafic terrestre, maritime et aérien dans un réseau pour faciliter le transport.
Grâce à sa force technique abondante, ses méthodes de gestion scientifiques et son bon service après-vente, ce produit est profondément fiable et bien accueilli par les clients du monde entier. P&M possède un système amélioré de développement et de production, pour réaliser la conception de moules, la fabrication de produits en plastique et la production automatique. Nos principaux produits sont la conception et la fabrication de moules en plastique, de produits en plastique et de produits métalliques. 90 % des produits de notre entreprise sont exportés vers l’Amérique, l’Europe, l’Allemagne, le Japon, l’Australie, etc. Depuis de nombreuses années, l’entreprise s’est engagée dans la recherche de matières premières. La société possède sa propre marque et des dizaines de brevets, offrant un support technique plus pratique pour la fabrication de moules et la production de produits. P&M a démarré son activité nationale à partir de 2008, sous le nom de Shundi Mold Factory. Et a ouvert le marché international à partir de 2014. Nous adhérons toujours aux principes de qualité d'abord et de temps d'abord. Tout en fournissant aux clients des produits de la plus haute qualité, essayez de maximiser l’efficacité de la production et de réduire le temps de production. Nous sommes fiers de dire à chaque client que notre entreprise n'a perdu aucun client depuis sa création. S'il y a un problème avec le produit, nous chercherons activement une solution et assumerons la responsabilité jusqu'au bout.
P&M adhère à la qualité de vie orientée vers le marché et se concentre sur un service de qualité et le développement continu de nouveaux produits, déterminé à établir une meilleure image d'entreprise, et nos amis au pays et à l'étranger pour réaliser un large éventail d'échanges commerciaux et de coopération, créer brillant.






Emballage
Conditionnement selon vos besoins
1. Par avion, la livraison prend 3 à 7 jours.
Les marchandises peuvent être expédiées par DHL, Fedex, UPS.
2. Par mer, le délai de livraison dépend de votre port.
Vers les pays d'Asie du Sud-Est, cela prend environ 5 à 12 jours.
Pour les pays du Moyen-Orient, cela prend environ 18 à 25 jours.
Vers les pays européens, cela prend environ 20 à 28 jours.
Vers les pays américains, cela prend environ 28 à 35 jours.
L'arrivée en Australie prend environ 10 à 15 jours.
Vers les pays africains, cela prend environ 30 à 35 jours.
Les pièces de vélo P&M, centrées sur les enfants, équilibrent sécurité, santé et plaisir, dans le but d'ajouter une couleur vive à la belle enfance des enfants. Nous sommes impatients de travailler avec vous pour servir nos enfants.
Le chemin de la croissance d'un enfant est pavé de briques et de tuiles.


FAQ
1.Qui sommes-nous ?
Nous sommes basés dans le Zhejiang, en Chine, à partir de 2014, vendons en Amérique du Nord (30,00 %), en Europe du Sud (10,00 %), en Europe du Nord (10,00 %), en Amérique centrale (10,00 %), en Europe de l'Ouest (10,00 %), au Moyen-Orient (10,00 %), en Europe de l'Est (10,00 %), en Amérique du Sud (10,00 %). Il y a au total environ 51 à 100 personnes dans notre bureau.
2.Comment pouvons-nous garantir la qualité ?
Toujours un échantillon de pré-production avant la production en série ;
Toujours inspection finale avant expédition ;
3. Que pouvez-vous acheter chez nous ?
Moule, produit en plastique, produit métallique, produit dentaire, usinage CNC.
4.Pourquoi devriez-vous acheter chez nous et non chez d'autres fournisseurs ?
Nous fabriquons principalement toutes sortes d'outils et de produits de conception 3D, d'impression 3D et de moules métalliques en plastique. Nous avons notre propre ingénieur et usine. Approvisionnement unique : conception 3D - impression 3D - fabrication de moules - injection plastique.
5.Quels services pouvons-nous fournir ?
Conditions de livraison acceptées : FOB, CFR, CIF, EXW, FCA, DDP, DDU ;
Devise de paiement acceptée : USD, EUR ;
Type de paiement accepté : T/T, L/C, PayPal, Western Union, Escrow ;
Langue parlée : anglais, chinois, espagnol, français, russe.
6.Quelles sont les caractéristiques de votre service ?
1. Votre demande relative à nos produits ou prix recevra une réponse dans les 24 heures.
2. Un personnel bien formé et expérimenté pour répondre à toutes vos demandes dans un anglais courant.
3. Offrir le support nécessaire pour résoudre le problème pendant la période de candidature ou de vente.
4. Prix compétitifs basés sur la même qualité.
5. Garantir la qualité des échantillons identique à celle de la production de masse.
Balises actives: Moulage par injection de pièces de robot, Chine, fabricant, fournisseur, usine, personnalisé, vente en gros, achat, qualité, dernières ventes, fabriqué en Chine
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.








