

Maison
>
Produit > Service de personnalisation de base > Moulage personnalisé > Service de moulage par injection Case en plastique transparent
Produit
- Service de personnalisation de base
- Soins de santé
- Appareils et instruments électroniques
- Moules pour fournitures maternelles et infantiles
- Sports récréatifs
- Art d'ameublement
- Accessoires automobiles
- Transport et entreposage
- Luminaires
- Matériel de construction
- Produit d'emballage
- Éducation et laboratoires
- Vêtements Bagages Accessoires
- Produits d'entretien et de nettoyage
- Agriculture et foresterie
- Équipement mécanique
- Fournitures pour animaux de compagnie
- Ustensiles de cuisine








Service de moulage par injection Case en plastique transparent
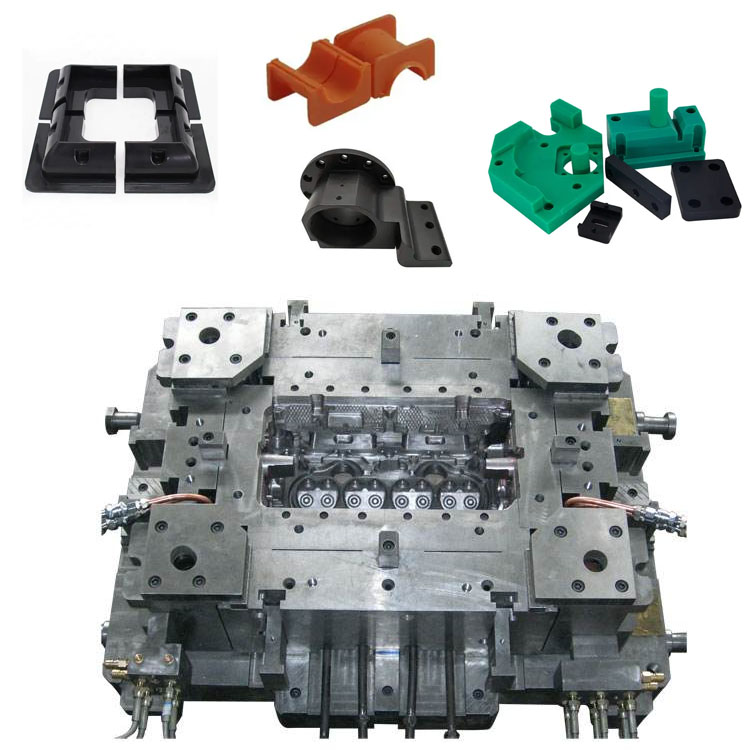
Ningbo (P&M) Plastic Metal Products Co., Ltd. a 17 ans de technologie de fabrication de moisissures et peut personnaliser le service en plastique transparent du service de moulage par injection. Nous fournissons des services professionnels de moulage par injection personnalisés. Nous avons une expérience suffisante dans la sélection des matières premières et des matériaux de moule du produit. Dans le processus de personnalisation du service en plastique transparent du service de moulage par injection, notre usine peut fournir un service à guichet unique. Nous avons des capacités de conception et de production liées au service en plastique transparent du service de moulage par injection, tels que: conception de CAO, fabrication de moisissures, moulage par injection, production de produits en plastique, assemblage et autres technologies.
envoyer une demande
Description du produit
De plus, notre entreprise a établi des relations coopératives avec des fournisseurs de matières premières en plastique, des fabricants d'impression, etc. pour assurer l'approvisionnement en matières premières et la qualité de l'impression. Grâce à notre riche expérience et à notre chaîne d'approvisionnement parfaite, notre entreprise peut fournir aux clients des produits de cas de moulage par injection personnalisés de haute qualité pour répondre à leurs besoins spécifiques. Dans le même temps, nous avons 10 ans d'expérience professionnelle du service du commerce extérieur, comprenons le processus de commerce extérieur et mieux servir nos clients. Pour les produits en plastique transparent du service d'injection, nous pouvons fabriquer des pièces en plastique correspondantes, qui se font principalement par des moules d'injection.


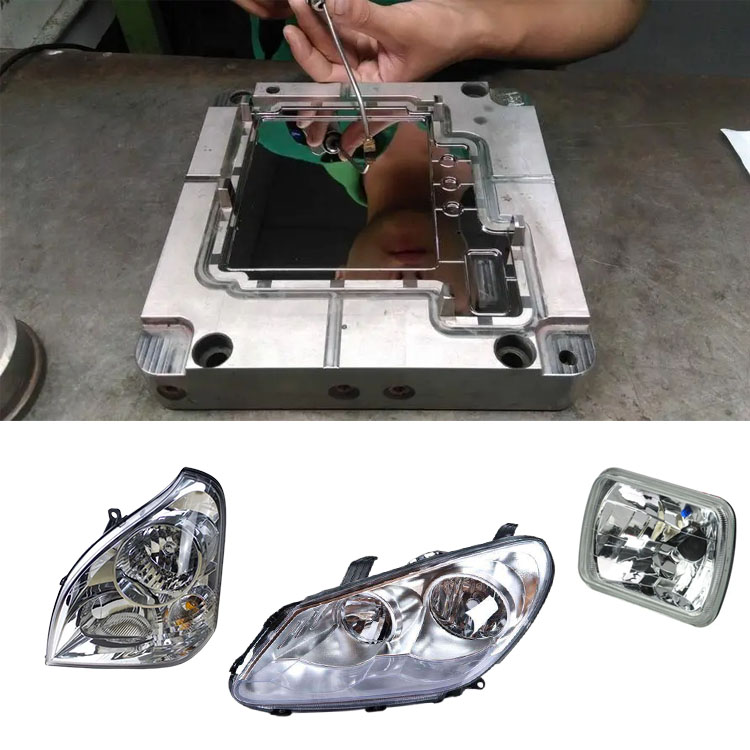
Le moulage par injection de boîtes en plastique transparent est un modèle de moulure d'injection de précision de qualité optique. Il a atteint les exigences ultimes de transparence, de pureté, de stress interne et sans défauts. Tout défaut mineur sera infiniment amplifié sur la partie transparente.
Ce qui suit est un processus professionnel détaillé pour le moulage par injection de boîtes en plastique transparent, adhérant strictement aux exigences de haut niveau pour les produits optiques.
Processus professionnel pour le moulage par injection de boîtes en plastique transparentes
Phase un: sélection et prétraitement des matériaux
C'est la pierre angulaire qui détermine l'effet transparent final, et la «pureté» est l'exigence centrale.
Sélection des matériaux
Polycarbonate (PC): le matériau préféré pour une résistance élevée et une résistance à forte impact. Il présente une excellente ténacité et une forte résistance à la chaleur (jusqu'à 120 ℃) et est largement utilisé dans les boîtes qui nécessitent des capacités de résistance aux chocs et de désinfection (comme les boîtes d'équipement médical et les boîtiers d'électricité). Les inconvénients sont qu'il est sujet à la fissuration de contrainte et peut devenir légèrement jaune après une exposition aux UV à long terme.
Méthacrylate de polyméthyle (PMMA / acrylique): le roi de la transparence (plus de 92%). Il a un brillant extrêmement élevé, une dureté élevée, résistant aux rayures, a une bonne résistance aux intempéries et n'est pas sujet au jaunissement. L'inconvénient est qu'il est fragile et a une mauvaise résistance à l'impact. Il est souvent utilisé dans les boîtes d'affichage haut de gamme et les emballages cosmétiques.
Polyéthylène téréphtalate (PET / APET): transparence élevée, rigidité élevée, sécurité de qualité alimentaire. Il a une bonne stabilité chimique et est souvent utilisé dans les boîtes d'emballage alimentaire et les boîtes cosmétiques. Il est plus cassant que PC et PMMA.
Polypropylène (PP): Il existe des grades modifiés transparents (tels que PP transparent), qui ont le coût le plus bas. Cependant, leur transparence, leur dureté et leur brillant de surface sont tous inférieurs aux matériaux ci-dessus. Ils sont principalement utilisés pour l'emballage quotidien où les exigences de performances optiques ne sont pas élevées.
Prétraitement matériel
Il doit être soigneusement séché! PC, PMMA et PET ont tous une hygroscopicité extrêmement forte.
PC: Il est recommandé de le sécher dans un séchoir déshumidifiant à 100-120 ℃ pendant plus de 3 à 4 heures, avec une teneur en humidité inférieure à 0,02%.
PMMA / PET: Il est recommandé de sécher à 70-80 ℃ pendant 3 à 4 heures.
Environnement propre: le stockage et le transport des matières premières doivent être effectués dans un environnement à faible teneur en cuve. Il est préférable d'utiliser un système d'alimentation central et des pipelines scellés pour éviter toute contamination par la poussière.
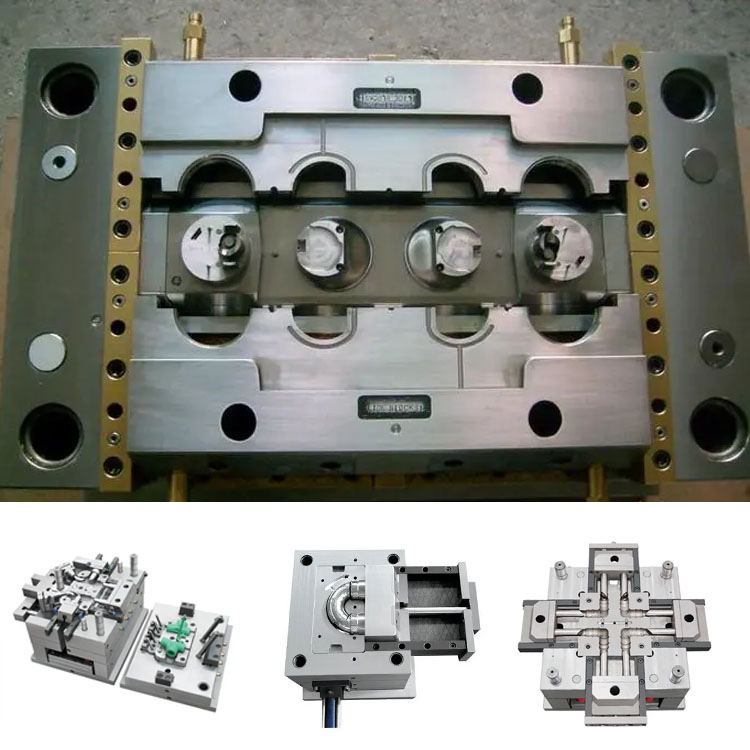
Phase deux: conception et fabrication de moisissures
La qualité du moule est répliqué 1: 1 sur la surface du produit, la "finition miroir" étant l'objectif central.
Polissage du miroir: La surface de la cavité doit subir le plus haut niveau de polissage du miroir (atteignant la note VDI A0 / SPI A1). Toute rayure, sténopé ou défaut sera clairement visible sur le produit.
ACTEUR DE MOULLE: Il est nécessaire d'utiliser un acier spécial de polissage de haut niveau, sans impureté et à texture fine, comme S136H d'Assab de Suède et NAK80 de Daido du Japon, etc.
Système de coureurs chaud: il est fortement recommandé d'utiliser des coureurs chauds de type de soupape d'aiguille.
Avantages: Pas de poignée de matière froide, réduisant les marques d'écoulement et la contrainte, permettant un contrôle plus précis de la tenue de pression et une production entièrement automatisée.
Échappement adéquat: des emplacements d'échappement précis (généralement 0,015-0,02 mm de profondeur) doivent être fournis pour empêcher l'air piégé de provoquer des stries en argent (stries matérielles) ou de carbonisation (taches noires) sur les produits, qui sont des défauts absolument mortels sur des pièces transparentes.
Système de refroidissement: Il doit être très uniforme, avec une voie navigable de refroidissement bien conçue pour assurer des taux de refroidissement cohérents et empêcher la déformation ou les bulles de l'aspirateur causées par une contraction inégale.
Conception de la porte: La taille de la porte doit être suffisamment grande pour réduire la contrainte de cisaillement. La position est généralement réglée sur la surface non extérieure ou le bas de la boîte. Parfois, les portes ou les portes du film en forme de ventilateur sont utilisés pour améliorer le débit et éviter les marques d'écoulement.
Phase trois: processus de moulage par injection
Le processus est la clé pour contrôler la contrainte interne et les effets optiques, et la "température élevée de moisissure et la faible contrainte" est le principe central.
Température de moisissure élevée: adoptez une température de moisissure relativement élevée (par exemple, le PC peut utiliser 80-100 ℃, le PMMA peut utiliser 60-80 ℃). La température élevée de moisissure est le paramètre le plus crucial pour éliminer les modèles d'écoulement et les ondulations, réduisant la contrainte interne et atteignant la transparence la plus élevée.
Température élevée du matériau: sous la prémisse que le matériau ne se décompose pas, une température de fusion relativement élevée est utilisée pour assurer une bonne fluidité.
Injection à plusieurs étapes: Adoptez une méthode d'injection qui commence lentement puis accélère. La basse vitesse initiale empêche les marques de pulvérisation, et la garniture à grande vitesse ultérieure garantit une température cohérente à l'avant de la fonte, en évitant les marques d'écoulement et les lignes de fusion.
Rétention de pression à plusieurs étapes: Une courbe de maintien de pression à basse pression et de longue durée est adoptée pour compenser complètement le retrait tout en évitant l'introduction d'un stress interne excessif.
Temps de refroidissement suffisant: assurez-vous que le produit est entièrement refroidi et défini pour empêcher l'éjection et la déformation.
Phase quatre: post-traitement et inspection de qualité extrême (post-traitement et QC
Les normes d'inspection des pièces transparentes sont extrêmement strictes et la «tolérance zéro» est l'attitude centrale.
Post-traitement
Traitement de recuit: pour les produits PC et PMMA, le recuit doit être effectué. Placer le produit dans un four à température à température constante et le chauffer pendant une période à une température de 10 à 20 ℃ inférieure à sa température de distorsion thermique (selon l'épaisseur de la paroi), puis le refroidir lentement. Cette mesure peut éliminer efficacement la contrainte interne, prévenir les fissures de contrainte pendant l'utilisation future et améliorer considérablement ses performances optiques et sa stabilité dimensionnelle.
Soudage à ultrasons: Si une boîte avec un couvercle doit être fabriqué, le soudage à ultrasons est couramment utilisé pour rejoindre les couvercles supérieurs et inférieurs ensemble. La conception de la ligne de soudage est d'une importance vitale.
Inspection de qualité ultime (inspection à 100% complète)
Aspect Inspection optique: Sous une boîte de source de lumière dédiée, chaque produit est inspecté à partir de plusieurs angles par l'œil nu ou un système d'inspection visuelle automatisé (AOI) pour éliminer tout produit défectueux.
Absolument pas autorisé: bulles, stries argentées, taches noires, impuretés.
Empêcher strictement: rayures, rétrécissement, marques d'écoulement, lignes de pulvérisation, jaunissement et lustre inégal.
Inspection dimensionnelle: Utilisez des étriers et des instruments de mesure de l'image 2D pour mesurer les dimensions clés telles que la longueur, la largeur, la hauteur et l'épaisseur de la paroi.
Test de contrainte: la détection est réalisée à l'aide d'un compteur de contraintes de polarisation. Placer le produit entre les polariseurs orthogonaux et déterminer l'ampleur et la distribution de la contrainte interne en observant les bandes colorées résultantes (motifs arc-en-ciel). Il s'agit de la méthode la plus scientifique et intuitive pour tester l'effet de recuit et la qualité du processus.
Nous sommes un fabricant de boîtiers en plastique transparent de moulage par injection, fournissant un service de moulage par injection de haute qualité fabrication de cas en plastique transparent. Tant que vous souhaitez personnaliser / développer des produits Clear Case Case Case Case de Moulage par injection, vous pouvez nous trouver. Nous avons la conception de moisissures d'injection professionnelle et la technologie de fabrication mature, vous offrant un service à guichet unique, de la conception de produits de fabrication de produits de fabrication de produits de production-product de produit-produit-produit, nous pouvons vous aider dans chaque lien. Tant que vous arriverez à nous, nous vous fournirons le service ultime et vous satisferons en termes de qualité du produit, de temps de production, de dialogue d'informations, etc.
|
Nom de produit |
Moulage sur tapis roulant |
|
Les pls fournissent |
2d, 3d, échantillons ou la taille de les images multi-angles |
|
Temps de moisissure |
20-35 jours |
|
Heure du produit |
7-15 jours |
|
Précision de moisissure |
+/- 0,01 mm |
|
Mousser la vie |
50 à 100 millions de tirs |
|
Processus de production |
Dessins d'audit - Analyse du flux de moisissure - Validation de conception - Matériaux personnalisés - Traitement des moisissures - Traitement des noyaux - Usinage électrode - Système de coureur Traitement - Traitement des pièces et achat - Acceptation d'usinage - Cavité Processus de traitement de surface - Die en mode complexe - l'intégralité Revêtement de surface du moule - plaque de montage - échantillon de moisissure - Test d'échantillon - Envoi échantillons |
|
Cavité de moule |
Une cavité, une multi-cavité ou même Différents produits sont fabriqués ensemble |
|
Matériau de moule |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Système des coureurs |
Runner chaud et coureur froid |
|
Matériau de base |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Finition |
Offrant le mot, finition miroir, Surface mate, striae |
|
Standard |
Hasco, DME ou dépendant de |
|
Technologie principale |
Misoning, broyage, CNC, EDM, fil Coupe, sculpture, EDM, tours, finition de surface, etc. |
|
Logiciel |
CAD, Pro-E, UG de conception Temps: 1-3 jours (circonstances normales) |
|
Matériel produit |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC / ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Système de qualité |
ISO9001: 2008 |
|
Établir l'heure |
20 jours |
|
Équipement |
CNC, EDM, coupe Machine, machines en plastique, etc. |


Fabrication de moisissure d'injection en plastique

Spécifications de moulage en plastique

Conception de moisissure:




Processus de transaction:

Test de moisissure:


Emballage de produits

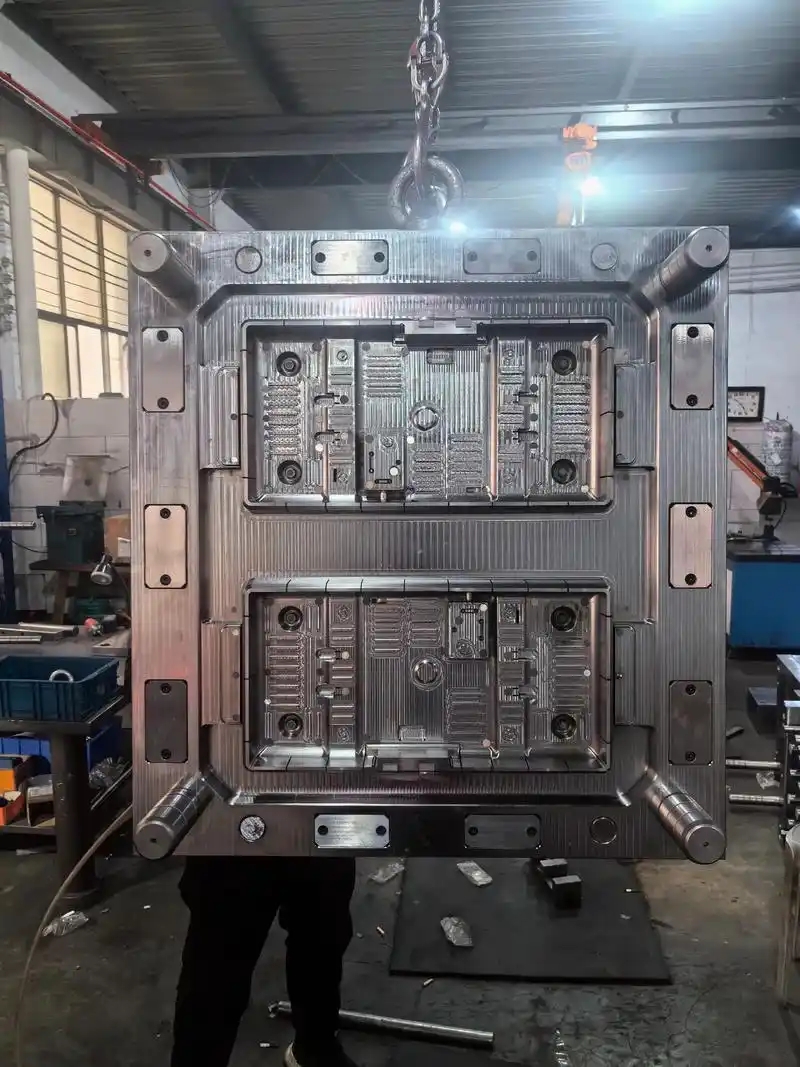
Usine
Nous sommes une usine de moisissure en plastique personnalisé. Notre usine est un fabricant de moisissures d'injection en plastique. Nous avons 17 ans d'expérience dans des moisissures en plastique personnalisé professionnelles et 10 ans d'expérience dans le commerce extérieur. Nous sommes un fournisseur de moisissures en plastique personnalisé. Nous pouvons fournir un service de moisissure en plastique personnalisé. Notre usine peut fabriquer les pièces en plastique moulé par injection et la qualité des produits vous satisfera.
Nous avons plus de 50 machines haut de gamme et des centaines d'ingénieurs et de concepteurs. Nous pouvons fournir un service à guichet unique, à partir de la conception des produits - fabrication de moisissures - Production de produits - Emballage des produits - Transport. Nous avons une chaîne de production complète. Nous pouvons répondre à toutes vos exigences.
Services que nous fournissons:
Service de moisissure personnalisé professionnel, conception de moisissures en plastique et fabrication. Production de produits en place, conception de produits, conception de moules, personnalisation des moisissures, personnalisation de moisissure en rotation, personnalisation des moisissures en cas de dédouage. Services d'impression 3D, services de fabrication CNC, emballage de produits, emballage personnalisé, services d'expédition.










Nous adhérons toujours aux principes de la qualité en premier. Tout en offrant aux clients des produits de la plus haute qualité, essayez de maximiser l'efficacité de la production et de raccourcir le temps de production. Nous sommes fiers de dire à chaque client que notre entreprise n'a perdu aucun client depuis son établissement.Si il y a un problème avec le produit, nous chercherons activement une solution et prendrons la responsabilité jusqu'à la fin.

FAQ
Q1: Êtes-vous une entreprise ou un fabricant commercial?
R: Nous sommes des fabricants.
Q2. Quand puis-je obtenir la citation?
R: Nous citons généralement les 2 jours suivant notre demande.
Si vous êtes très urgent, veuillez nous appeler ou nous le dire dans votre e-mail afin que nous puissions d'abord citer pour vous.
Q3. Combien de temps dure le délai de moisissure?
R: Tout dépend de la taille et de la complexité des produits. Normalement, le délai est de 25 jours.
Q4. Je n'ai pas de dessin 3D, comment dois-je démarrer le nouveau projet?
R: Vous pouvez nous fournir un échantillon de moulage, nous vous aiderons à terminer la conception de dessin 3D.
Q5. Avant l'expédition, comment s'assurer que la qualité des produits?
R: Si vous ne venez pas à notre usine et que vous n'avez pas non plus le tiers pour l'inspection, nous serons votre travailleur d'inspection.
Nous vous fournirons une vidéo pour le détail du processus de production comprend le rapport de processus, la structure de la taille des produits et les détails de surface, les détails d'emballage, etc.
Q6. Quelles sont vos conditions de paiement?
R: Paiement du moule: 40% de dépôt par t / t à l'avance, 30% de paiement de la moisissure avant d'envoyer les premiers échantillons d'essai, 30% de solde de moisissure après avoir convenu les échantillons finaux.
B: Paiement de production: dépôts à 50% à l'avance, 50% avant d'envoyer les marchandises finales.
Q7: Comment établissez-vous notre entreprise à long terme et à une bonne relation?
R: 1. Nous gardons une bonne qualité et un prix compétitif pour garantir que nos clients bénéficient de produits de meilleure qualité.
2. Nous respectons chaque client comme notre ami et nous faisons sincèrement des affaires et nous nous lions d'amitié avec eux, peu importe d'où il vient.
Balises actives: Service de moulage par injection Étui en plastique transparent, Chine, fabricant, fournisseur, usine, personnalisé, en gros, acheter, qualité, dernière vente, fabriqué en Chine
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.








