

Maison
>
Produit > Service de personnalisation de base > Moulage personnalisé > Moulage par injection pour montures de lunettes
Produit
- Service de personnalisation de base
- Soins de santé
- Appareils et instruments électroniques
- Moules pour fournitures maternelles et infantiles
- Sports récréatifs
- Art d'ameublement
- Accessoires automobiles
- Transport et entreposage
- Luminaires
- Matériel de construction
- Produit d'emballage
- Éducation et laboratoires
- Vêtements Bagages Accessoires
- Produits d'entretien et de nettoyage
- Agriculture et foresterie
- Équipement mécanique
- Fournitures pour animaux de compagnie
- Ustensiles de cuisine






Moulage par injection pour montures de lunettes
Pour le moulage par injection pour montures de lunettes, Ningbo (P&M) Plastic Metal Products Co., Ltd. possède 18 ans de technologie de fabrication de moules et 10 ans d'expérience en exportation. Nous fournissons des services professionnels de moules personnalisés à guichet unique et sommes un fabricant professionnel de moules en plastique. Nous pouvons utiliser le moulage par injection, le moulage par soufflage, le moulage sous pression et le moulage par rotation.
envoyer une demande
Description du produit
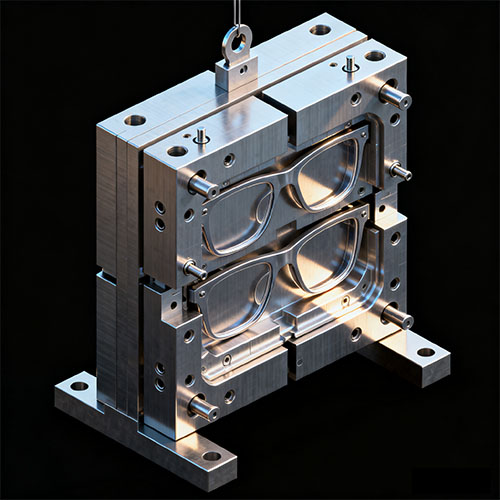
Le moule d'injection pour montures de lunettes fait référence à un moule personnalisé spécialement conçu pour produire des montures de lunettes en plastique (composants tels que des montures de lentilles, des branches et des supports de plaquettes de nez) via le processus de moulage par injection. Sa fonction principale est d'injecter des plastiques fondus spécifiques aux montures de lunettes tels que le TR90, le PC et l'ABS dans le moule à travers des cavités de précision et des systèmes de déclenchement, formant ainsi des composants de monture de lunettes qui répondent à l'ergonomie et à une précision dimensionnelle élevée (tolérance ± 0,02 mm). Par rapport aux moules de montures de lunettes en métal traditionnels (traitement complexe et coût élevé), les moules d'injection pour montures de lunettes peuvent réaliser le moulage intégré de surfaces courbes complexes (telles que la courbure du bord des lentilles et la courbe de courbure des branches) et de structures fonctionnelles (telles que les trous de montage de charnières et les emplacements pour cartes de plaquette nasale), avec une efficacité de production élevée (conception multi-cavité, cycle de production d'un seul moule de 15 à 25 secondes). Il est largement utilisé dans la production de masse de montures de lunettes en plastique telles que des lunettes pour myopes, des lunettes de soleil et des lunettes de sport.


Moulage par injection P&M pour montures de lunettes Présentation
1 Caractéristiques principales du moulage par injection pour montures de lunettes
1. Contrôle de précision dimensionnelle : la tolérance du diamètre intérieur du bord de l'objectif est de ± 0,02 mm (pour garantir l'adaptation à la taille de l'objectif), l'écart de longueur des branches est ≤0,1 mm (pour s'adapter aux personnes ayant des circonférences de tête différentes) et l'erreur d'espacement du support de plaquette nasale est ≤0,05 mm (pour éviter d'appuyer sur l'arête du nez lors du port) ; la rugosité de la surface de la cavité Ra≤0,012 μm, garantissant que la surface moulée de la monture de lunettes est lisse et sans rayures sans polissage supplémentaire ;
Conception d'ajustement de surface incurvée : le bord de l'objectif adopte une conception de cavité asphérique (erreur de courbure ≤ 0,5 °) pour s'adapter au contour du globe oculaire ; la cavité de la section de courbure des branches est conçue en fonction de la courbe latérale de la tête (écart du rayon de courbure ≤ 0,1 mm), s'adaptant au contour derrière l'oreille lorsqu'elle est portée, avec une répartition uniforme de la pression (pression par unité de surface ≤ 0,3 kPa) ;
Exigences de symétrie : l'erreur de symétrie des bords des lentilles gauche et droite et des cavités des branches est ≤ 0,03 mm, garantissant que l'écart de poids gauche-droite de la monture de lunettes moulée est ≤ 0,5 g pour éviter l'inclinaison lorsqu'elle est portée.
2. Moulage intégré de plusieurs composants, simplifiant l'assemblage
La monture de lunettes est composée de plusieurs composants, et les moules par injection peuvent réaliser un moulage intégré de certains composants, réduisant ainsi les processus d'assemblage ultérieurs :
Intégration de l'anneau de miroir et du support de nez : la cavité du moule conçoit l'anneau de miroir et le support de nez comme une structure globale, évitant le risque de détachement de colle dans un assemblage divisé traditionnel et augmentant la force de connexion de 50 %.
Conception de grappe cachée : la grappe est placée dans des zones non visibles telles que l'extrémité du pied du miroir ou le bas du support de nez, et peut être assemblée sans coupe pour éviter d'affecter l'apparence.
3. Adaptation aux diverses propriétés des matériaux, équilibre entre performances et esthétique
Les performances des différents matériaux de monture de lunettes (TR90, PC, ABS) varient considérablement et le moule doit être optimisé en conséquence
4. Conception de production efficace, réduisant les coûts
En réponse à la demande de production en série de montures de lunettes, la conception du moule met en évidence une grande efficacité :
Disposition multi-empreintes : adoption d'une disposition symétrique de 1 moule avec 4 empreintes ou 1 moule avec 8 empreintes
Conception longue durée : la cavité du moule est en acier inoxydable S136 (forte résistance à la corrosion) ou en acier pour moule pour travail à chaud H13 (bonne résistance à l'usure), avec une durée de vie du moule ≥ 500 000 fois, réduisant le coût des changements fréquents de moule.
II Processus de production de moulage par injection pour montures de lunettes
1. Conception de produits et développement de moules
(1) Conception du produit
Conception structurelle : dessinez un modèle 3D de la monture de lunettes à l'aide d'un logiciel de CAO, en mettant l'accent sur la conception de l'épaisseur du bord, de la forme en coupe transversale de la branche, de la hauteur du support nasal et de l'adaptation aux différentes hauteurs du pont nasal ;
(2) Développement de moisissures
Matériau du moule : la cavité du moule est en acier inoxydable S136 (adapté aux matériaux ayant des exigences d'apparence élevées telles que le PC et l'ABS transparent) ou en acier de moule pour travail à chaud H13 (adapté aux matériaux résistants tels que le TR90, avec une durée de vie ≥ 500 000 fois) ; La colonne de guidage et le manchon de guidage sont en acier à roulement SUJ2 (dureté HRC58-62) ;
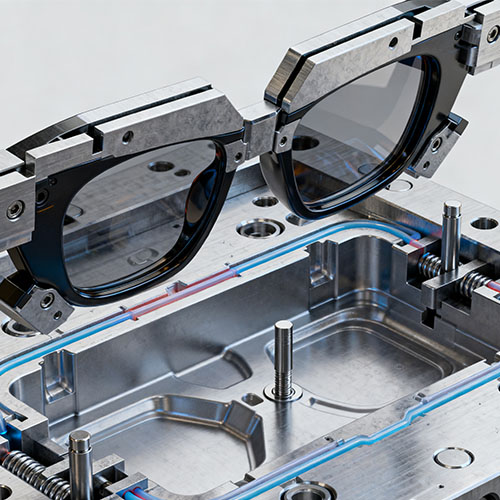
Traitement de la cavité du moule : la mise en forme préliminaire est obtenue par fraisage CNC à cinq axes, suivie par le raffinement des surfaces complexes par usinage par décharge électrique, et enfin le polissage miroir est effectué à l'aide d'une pâte à polir diamantée ;
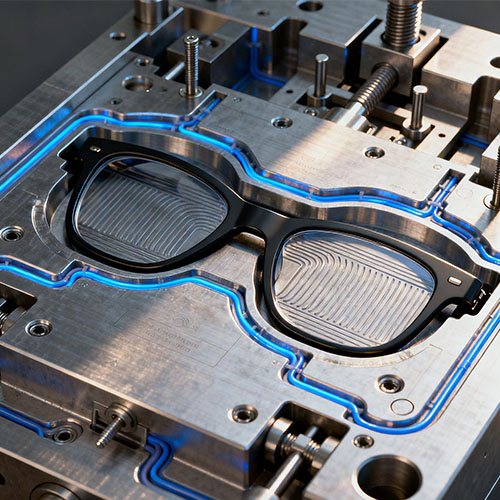
Conception du système de refroidissement : la zone de l'anneau du miroir adopte une voie d'eau circulaire et la zone des pieds du miroir adopte une voie d'eau linéaire pour assurer un refroidissement uniforme dans chaque zone. Le temps de refroidissement est contrôlé dans les 15 à 25 secondes.
2. Préparation des matières premières et moulage par injection
(1) Prétraitement des matières premières
(2) Moulage par injection
3. Post-traitement et inspection de la qualité
Moulage par injection P&M pour montures de lunettes (spécification)
|
Nom du moule |
Moulage par injection pour montures de lunettes |
|
Nous promettons |
Tous centrés sur le client, jamais pour le profit à court terme et vendant des avantages à long terme |
|
Nous produisons |
Moule, prototype, moulage par injection, assemblage de produits, impression de surface, pulvérisation de l'intégration de surface |
|
Veuillez fournir |
2D, 3D, échantillons ou taille des images multi-angles |
|
Temps de moulage |
Environ 25 jours ouvrables |
|
Temps de produit |
7-15 jours |
|
Précision de la mode |
±0,1mm |
|
Durée de vie du moule |
50 à 100 millions de clichés |
|
Processus de production |
Dessins d'audit - analyse du flux de moule - validation de la conception - matériaux personnalisés - traitement des moules - traitement des noyaux - usinage des électrodes - traitement du système de glissières - traitement et approvisionnement des pièces - acceptation de l'usinage - processus de traitement de surface des cavités - mode complexe Matrice - Revêtement de la surface entière du moule - Plaque de montage - échantillon de moule - test d'échantillon - envoi d'échantillons |
|
Cavité du moule |
Une cavité, plusieurs cavités ou des produits identiques et différents peuvent être fabriqués ensemble |
|
Matériau du moule |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Système de coureur |
Canaux chauds et canaux froids |
|
Matériau de base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Finition |
Piquage du mot, finition miroir, surface mate, stries |
|
Standard |
HASCO, DME ou dépendant de |
|
Une technologie élancée |
Fraisage, meulage, CNC, EDM, coupe de fil, sculpture, EDM, tours, finition de surface, etc. |
|
Logiciel |
Délai de conception CAD, PRO-E, UG : 1 à 3 jours (circonstances normales) |
|
Matériau du produit |
Matières premières plastiques de qualité alimentaire |
|
Origine |
Fabriqué en Chine |
Caractéristique et application du moule d'injection P&M pour les montures de lunettes
Selon le positionnement fonctionnel et les différences entre les utilisateurs des montures de lunettes, il existe une adaptabilité significative dans la conception des moules d'injection et la sélection des matériaux. Les scénarios de base comprennent :
1. Moules pour lunettes de sport
Exigences de base : ténacité élevée, résistance aux chocs, forte résistance aux intempéries, adaptation aux scénarios de sports de plein air (course à pied, ski, cyclisme) et capacité à résister à des collisions graves et à des environnements extrêmes.
Caractéristiques du moule et du matériau :
La cavité du moule utilise de l'acier moulé pour travail à chaud H13 (bonne résistance à l'usure, durée de vie ≥ 500 000 cycles), la cavité du bord de la lentille est conçue avec une grande courbure (s'adaptant à la plage de protection du visage) et l'épaisseur de paroi est uniformément de 1,5 à 2,0 mm (améliorant la résistance aux chocs) ;
Adapté au matériau TR90 (résistance aux chocs ≥60kJ/m², peut résister à une chute de 1,5 m sans se casser), le système de refroidissement du moule utilise des canaux d'eau annulaires (espacement de 8 mm), et le temps de refroidissement est de 25 secondes pour garantir l'absence de contrainte interne après le moulage du TR90 ;
La cavité des branches intègre une texture antidérapante (hauteur de saillie 0,3 mm, espacement 0,5 mm) pour améliorer la stabilité du port et éviter de glisser pendant le sport.
2. Moules pour lunettes de soleil
Exigences de base : belle apparence (texture haute brillance/mate), protection UV, légèreté, adaptée aux voyages quotidiens et aux scénarios de correspondance de mode.
Caractéristiques des moules et des matériaux :
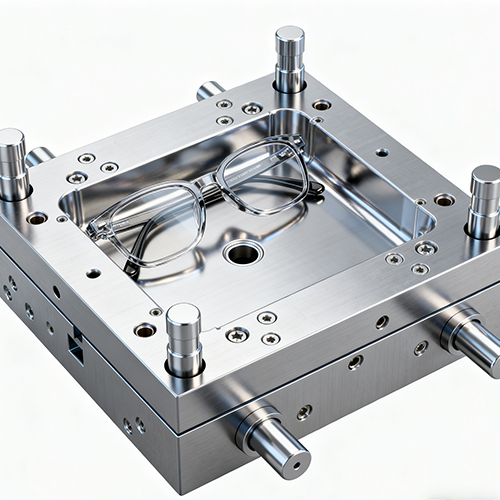
La cavité du moule est en acier inoxydable S136 (poli miroir Ra ≤ 0,008 μm), compatible avec le matériau transparent PC ou le matériau coloré ABS, garantissant que la surface du cadre du miroir est transparente et impeccable ;
Prend en charge le moulage par injection bicolore (tel qu'un anneau de miroir noir et des pieds de miroir dorés), le moule est équipé d'un mécanisme de rotation à 180 ° (précision de positionnement ± 0,003 mm) et il n'y a pas d'espace évident au niveau du joint (espace ≤ 0,01 mm) ;
Rainure d'installation de la lentille polarisante réservée (largeur 2,0 mm, profondeur 0,5 mm) dans la cavité de l'anneau du miroir, avec paroi de rainure lisse (Ra ≤ 0,4 μm), garantissant que la lentille est fermement installée sans jeu.
3. Moules pour montures de lunettes myopes
Exigences de base : légèreté, confort élevé, taille précise, adapté à un port à long terme (8 à 12 heures/jour), compatible avec l'installation de lentilles et le montage du pont nasal.
Caractéristiques des moules et des matériaux :
La cavité du moule adopte une disposition symétrique de 1 moule et 8 cavités (avec une efficacité de 240 pièces/heure), et la tolérance du diamètre intérieur de l'anneau miroir est de ± 0,02 mm (pour garantir la compatibilité avec des lentilles de différents degrés) ;
Convient au matériau ABS (léger, poids du cadre unique ≤ 15 g), hauteur réglable de la cavité du support nasal (8-12 mm, convient aux personnes ayant différentes hauteurs de pont nasal)
Processus de personnalisation








Usine et à propos de nous
NingBo Plastic Metal Product Co., Ltd (P&M) est située à Yuyao, la soi-disant Mold City, Plastic Kingdom, à la pointe sud du pont de la baie de Hangzhou, au nord de Shanghai, à l'est du port de Ningbo, double ligne étroite de la route nationale 329 sur le trafic terrestre, maritime et aérien dans un réseau pour faciliter le transport.
Grâce à sa force technique abondante, ses méthodes de gestion scientifiques et son bon service après-vente, ce produit est profondément fiable et bien accueilli par les clients du monde entier. P&M possède un système amélioré de développement et de production, pour réaliser la conception de moules, la fabrication de produits en plastique et la production automatique. Nos principaux produits sont la conception et la fabrication de moules en plastique, de produits en plastique et de produits métalliques. 90 % des produits de notre entreprise sont exportés vers l’Amérique, l’Europe, l’Allemagne, le Japon, l’Australie, etc. Depuis de nombreuses années, l’entreprise s’est engagée dans la recherche de matières premières. La société possède sa propre marque et des dizaines de brevets, offrant un support technique plus pratique pour la fabrication de moules et la production de produits. P&M a démarré son activité nationale à partir de 2008, sous le nom de Shundi Mold Factory. Et a ouvert le marché international à partir de 2014. Nous adhérons toujours aux principes de qualité d'abord et de temps d'abord. Tout en fournissant aux clients des produits de la plus haute qualité, essayez de maximiser l’efficacité de la production et de réduire le temps de production. Nous sommes fiers de dire à chaque client que notre entreprise n'a perdu aucun client depuis sa création. S'il y a un problème avec le produit, nous chercherons activement une solution et assumerons la responsabilité jusqu'au bout.
P&M adhère à la qualité de vie orientée vers le marché et se concentre sur un service de qualité et le développement continu de nouveaux produits, déterminé à établir une meilleure image d'entreprise, et nos amis au pays et à l'étranger pour réaliser un large éventail d'échanges commerciaux et de coopération, créer brillant.






Emballage
Conditionnement selon vos besoins
1. Par avion, la livraison prend 3 à 7 jours.
Les marchandises peuvent être expédiées par DHL, Fedex, UPS.
2. Par mer, le délai de livraison dépend de votre port.
Vers les pays d'Asie du Sud-Est, cela prend environ 5 à 12 jours.
Pour les pays du Moyen-Orient, cela prend environ 18 à 25 jours.
Vers les pays européens, cela prend environ 20 à 28 jours.
Vers les pays américains, cela prend environ 28 à 35 jours.
L'arrivée en Australie prend environ 10 à 15 jours.
Vers les pays africains, cela prend environ 30 à 35 jours.
Les pièces de vélo P&M, centrées sur les enfants, équilibrent sécurité, santé et plaisir, dans le but d'ajouter une couleur vive à la belle enfance des enfants. Nous sommes impatients de travailler avec vous pour servir nos enfants.
Le chemin de la croissance d'un enfant est pavé de briques et de tuiles.


FAQ
1.Qui sommes-nous ?
Nous sommes basés dans le Zhejiang, en Chine, à partir de 2014, vendons en Amérique du Nord (30,00 %), en Europe du Sud (10,00 %), en Europe du Nord (10,00 %), en Amérique centrale (10,00 %), en Europe de l'Ouest (10,00 %), au Moyen-Orient (10,00 %), en Europe de l'Est (10,00 %), en Amérique du Sud (10,00 %). Il y a au total environ 51 à 100 personnes dans notre bureau.
2.Comment pouvons-nous garantir la qualité ?
Toujours un échantillon de pré-production avant la production en série ;
Toujours inspection finale avant expédition ;
3. Que pouvez-vous acheter chez nous ?
Moule, produit en plastique, produit métallique, produit dentaire, usinage CNC.
4.Pourquoi devriez-vous acheter chez nous et non chez d'autres fournisseurs ?
Nous fabriquons principalement toutes sortes d'outils et de produits de conception 3D, d'impression 3D et de moules métalliques en plastique. Nous avons notre propre ingénieur et usine. Approvisionnement unique : conception 3D - impression 3D - fabrication de moules - injection plastique.
5.Quels services pouvons-nous fournir ?
Conditions de livraison acceptées : FOB, CFR, CIF, EXW, FCA, DDP, DDU ;
Devise de paiement acceptée : USD, EUR ;
Type de paiement accepté : T/T, L/C, PayPal, Western Union, Escrow ;
Langue parlée : anglais, chinois, espagnol, français, russe.
6.Quelles sont les caractéristiques de votre service ?
1. Votre demande relative à nos produits ou prix recevra une réponse dans les 24 heures.
2. Un personnel bien formé et expérimenté pour répondre à toutes vos demandes dans un anglais courant.
3. Offrir le support nécessaire pour résoudre le problème pendant la période de candidature ou de vente.
4. Prix compétitifs basés sur la même qualité.
5. Garantir la qualité des échantillons identique à celle de la production de masse.
Balises actives: Moulage par injection pour montures de lunettes, Chine, fabricant, fournisseur, usine, personnalisé, vente en gros, achat, qualité, dernières ventes, fabriqué en Chine
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.








