

Maison
>
Produit > Appareils et instruments électroniques > Appareils respectueux de l'environnement > Moulure d'élimination des déchets
Produit
- Service de personnalisation de base
- Soins de santé
- Appareils et instruments électroniques
- Moules pour fournitures maternelles et infantiles
- Sports récréatifs
- Art d'ameublement
- Accessoires automobiles
- Transport et entreposage
- Luminaires
- Matériel de construction
- Produit d'emballage
- Éducation et laboratoires
- Vêtements Bagages Accessoires
- Produits d'entretien et de nettoyage
- Agriculture et foresterie
- Équipement mécanique
- Fournitures pour animaux de compagnie
- Ustensiles de cuisine








Moulure d'élimination des déchets
Ningbo (P&M) Plastic Metal Products Co., Ltd. possède 17 ans d'expérience dans la technologie de fabrication de moules et peut personnaliser le moulage d'élimination des déchets. Nous fournissons des services professionnels de moulage d’élimination des déchets personnalisés et nous sommes un fabricant professionnel de moulage d’élimination des déchets. Nous avons une expérience suffisante dans la sélection des matières premières des produits et des matériaux de moulage. Dans le processus de personnalisation du moulage d'élimination des déchets, notre usine peut fournir un service à guichet unique. Nous disposons de capacités de conception et de production liées au moulage par moulage des déchets, telles que : la conception CAO, la fabrication de moules, le moulage par injection, la production de produits en plastique, l'assemblage et d'autres technologies.
envoyer une demande
Description du produit
De plus, notre société a établi des relations de coopération avec des fournisseurs de matières premières plastiques, des imprimeurs, etc. pour garantir l'approvisionnement en matières premières et la qualité d'impression. Grâce à notre riche expérience et à notre chaîne d’approvisionnement parfaite, notre société peut fournir à ses clients des produits de moulage d’élimination des déchets personnalisés de haute qualité pour répondre à leurs besoins spécifiques. Dans le même temps, nous avons 10 ans d'expérience professionnelle dans les services de commerce extérieur, comprenons le processus du commerce extérieur et servons mieux nos clients. Pour les produits de moulage par moulage d'ordures, nous pouvons fabriquer les pièces en plastique correspondantes, principalement à l'aide de moules à injection.




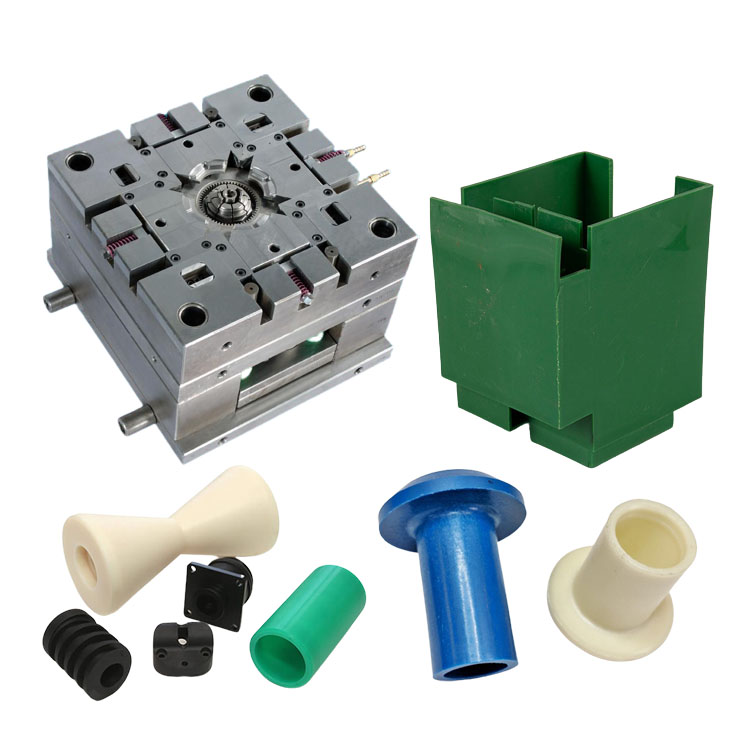
En tant que composant essentiel de l'appareil de cuisine, le broyeur de déchets comprend diverses pièces en plastique, telles que le boîtier, la chambre interne, la bride, le couvercle de la turbine et la base amortissant les vibrations, qui sont principalement fabriquées par moulage par injection. Les principales matières premières utilisées comprennent l'ABS, le PP renforcé et le nylon renforcé de fibres de verre ; en outre, certains composants structurels utilisent des plastiques modifiés ignifuges pour satisfaire à des exigences spécifiques en matière de résistance, de résistance à la chaleur, de résistance à l'huile, de résistance aux chocs et de stabilité dimensionnelle. Les composants en plastique destinés aux broyeurs de déchets se caractérisent généralement par des épaisseurs de paroi non uniformes, des géométries complexes et des exigences strictes en matière de précision d'assemblage ; par conséquent, le processus de moulage par injection doit strictement respecter des procédures standardisées, équilibrant à la fois la qualité du moulage et l’efficacité de la production. Les sections suivantes fournissent une présentation complète du processus de moulage par injection du broyeur de déchets, couvrant les étapes clés telles que la préparation des matières premières, la configuration de pré-injection, le moulage par injection, le refroidissement et la solidification, le démoulage et l'extraction des pièces, ainsi que le post-traitement et l'inspection.
Avant la production, la sélection et le prétraitement des matières premières constituent les premières étapes. Sur la base des exigences fonctionnelles spécifiques de chaque composant, l'ABS est généralement sélectionné pour le boîtier et les pièces décoratives afin de garantir une finition de surface lisse et une rigidité modérée ; Le PP renforcé est choisi pour la base et les supports porteurs afin d'améliorer la robustesse et les capacités d'amortissement des vibrations ; et du nylon renforcé de fibres de verre est utilisé pour les structures de support internes afin d'augmenter la capacité de charge. L'ABS et le nylon étant tous deux des matériaux hygroscopiques, ils doivent subir un processus de séchage : l'ABS doit être séché à 70-80°C pendant 2 à 3 heures, tandis que le nylon doit être séché à 80-90°C pendant 4 à 6 heures. Cette étape de séchage est essentielle pour éviter que la teneur en humidité des matières premières ne provoque des défauts, tels que des bulles, des stries argentées ou des vides, dans les pièces en plastique finies. Bien que la matière première PP présente une faible hygroscopique et ne nécessite généralement pas de séchage, elle doit être tamisée pour éliminer les impuretés et la poussière, évitant ainsi les blocages dans la buse et les canaux. Une fois les matières premières séchées, elles sont chargées dans une trémie de séchage où elles sont maintenues chauffées en permanence pour éviter une absorption secondaire d'humidité.
L'étape suivante implique l'installation du moule et la configuration de l'équipement. Une machine de moulage par injection avec un tonnage approprié est sélectionnée en fonction de la taille de la pièce en plastique ; pour les gros composants tels que les boîtiers de broyeurs à déchets, une machine avec une force de serrage supérieure à 300 tonnes est généralement requise. Le moule est hissé sur le plateau de la machine de moulage par injection et solidement fixé ; le centre du moule est ensuite aligné avec la buse, et la course de serrage et la distance d'ouverture du moule sont calibrées pour garantir un fonctionnement fluide et sans entrave du moule. Ensuite, les conduites d'eau de refroidissement du moule sont connectées et des contrôles sont effectués pour détecter toute fuite ou blocage, garantissant ainsi un flux de circulation de refroidissement sans obstruction. Parallèlement, le cylindre de la machine de moulage par injection est chauffé par segments ; une fois la température réglée atteinte, elle est maintenue à cette température pendant 15 à 30 minutes pour assurer un chauffage uniforme et stable. Pendant la phase de mise en service, des tests de cycle sec (ouverture et fermeture du moule sans matériau) doivent être effectués pour vérifier que le mécanisme d'éjection, les curseurs, les broches d'angle et les autres composants fonctionnent correctement, évitant ainsi des problèmes tels que le blocage du moule ou l'endommagement des pièces pendant la production réelle.
Le processus entre alors formellement dans la phase de moulage par injection. La température du fût est réglée selon le principe « plus élevée à l'avant, plus basse à l'arrière ». Pour le matériau ABS, la température du corps est contrôlée entre 190 et 220 °C, la température de la buse étant légèrement inférieure (de 5 à 10 °C) ; pour le PP renforcé, la température est de 170 à 200°C ; et pour le nylon renforcé de fibres de verre, elle est de 230 à 260°C. La température du moule est maintenue entre 40 et 60 °C pour équilibrer la qualité de la finition de surface et l'efficacité du cycle de moulage. Pendant l'injection, une stratégie de contrôle de vitesse à plusieurs étapes est utilisée : l'étape initiale utilise une faible vitesse pour remplir le moule et empêcher les projections de matière fondue ; l'étage intermédiaire utilise une vitesse élevée pour remplir rapidement la cavité, garantissant ainsi la formation complète de caractéristiques structurelles complexes ; et la dernière étape implique une décélération progressive pour éviter des pics de pression soudains dans la cavité qui pourraient conduire à la formation d'éclairs. La pression d'injection est ajustée en fonction de l'épaisseur de la paroi et de la géométrie de la pièce, généralement comprise entre 80 et 130 MPa ; pour les pièces avec des parois plus épaisses ou des canaux d'écoulement plus longs, la pression est augmentée de manière appropriée pour éviter les tirs courts ou les marques d'enfoncement.
Une fois le remplissage terminé, le processus passe à la phase de maintien de la pression et de refroidissement. La pression de maintien est réglée entre 50 et 70 % de la pression d'injection et le temps de maintien, généralement de 5 à 20 secondes, est déterminé par l'épaisseur de la paroi ; cette pression soutenue reconstitue continuellement la matière fondue pour compenser le retrait du matériau, minimisant ainsi les dépressions de surface et les vides internes. À la fin de la phase de maintien, la vis tourne pour plastifier le matériau pour le cycle d'injection suivant. La vitesse de rotation de la vis est contrôlée entre 30 et 60 tr/min, avec une contre-pression de 3 à 8 MPa, pour garantir que la matière fondue est uniformément mélangée et possède une densité constante. La phase de refroidissement est critique pour contrôler la déformation des pièces ; le temps de refroidissement varie généralement de 20 à 50 secondes, en s'appuyant sur les canaux d'eau internes du moule pour dissiper rapidement la chaleur et permettre à la pièce en plastique de se solidifier complètement et de prendre sa forme. Un refroidissement insuffisant peut facilement entraîner des déformations ou des imprécisions dimensionnelles après l'éjection, tandis qu'un refroidissement excessif entraînera une réduction de l'efficacité de la production.
Une fois le refroidissement terminé, le processus passe à l’étape d’éjection et de retrait des pièces. Une fois que la machine de moulage par injection a ouvert le moule, les broches d'éjection, la plaque d'éjection ou la plaque de dévêtissage agissent à l'unisson pour pousser en douceur la pièce en plastique finie hors du moule. Pour les composants structurels présentant des contre-dépouilles ou des caractéristiques d'encliquetage, un mécanisme d'extraction du noyau, utilisant des curseurs ou des broches d'éjection inclinées, est utilisé pour rétracter le noyau avant l'éjection. Cela évite un démoulage forcé, qui pourrait autrement entraîner des fissures ou des rayures sur les pièces en plastique. Après l'éjection, les pièces sont récupérées soit manuellement, soit par un manipulateur robotisé ; ils sont manipulés avec précaution pour éviter les collisions qui pourraient provoquer des défauts de surface ou des déformations. Une fois la récupération terminée, le moule se ferme automatiquement, déclenchant le cycle de moulage suivant et assurant une production continue et cyclique.
Après démoulage, les pièces en plastique subissent un post-traitement et une finition. Tout d'abord, les portes, les glissières et les bavures sont retirés à l'aide de cisailles, de couteaux de coupe ou d'un équipement à ultrasons pour garantir une finition de surface lisse et sans bavures. Étant donné que certaines pièces en plastique sont sujettes à la déformation en raison de contraintes internes, elles peuvent être soumises à un recuit de fixation ou au four pour soulager les contraintes et améliorer la stabilité dimensionnelle. Les composants nécessitant une grande précision d'assemblage, tels que les brides et les supports, subissent également un ponçage et un alignement mineurs pour garantir que les dégagements d'assemblage répondent aux spécifications.
La dernière étape concerne l’inspection de la qualité et l’entreposage. L'inspection couvre trois aspects clés : l'apparence, les dimensions et les performances. Les contrôles d'apparence identifient les défauts tels que les points noirs, les marques d'évier, les lignes de soudure ou les déformations ; les contrôles dimensionnels utilisent des pieds à coulisse ou des machines à mesurer tridimensionnelles (MMT) pour vérifier les dimensions critiques de l'assemblage ; et les tests de performance se concentrent sur l’évaluation de la résistance, de la ténacité et de la résistance à la chaleur. Les produits conformes sont triés, emballés et stockés ; les produits non conformes sont triés par type de défaut. Les déchets recyclables et les pièces défectueuses sont granulés et réintroduits dans le flux de production dans des proportions contrôlées, tandis que les déchets non recyclables sont collectés pour une élimination centralisée.
Dans l'ensemble, le moulage par injection des composants du broyeur de déchets est un processus systématique dans lequel chaque étape, du prétraitement des matières premières à l'inspection finale, a un impact direct sur la qualité des pièces en plastique finies. Dans la production réelle, les paramètres du processus doivent être ajustés de manière dynamique en fonction des caractéristiques des matières premières, de la structure du moule et des exigences du produit. De plus, un entretien rigoureux des équipements et des moules, combiné au strict respect des protocoles opérationnels, est essentiel pour produire de manière cohérente des composants en plastique du broyeur de déchets présentant une excellente esthétique, des dimensions précises et des performances fiables.
Nous sommes un fabricant de moulures d'élimination des déchets, fournissant une fabrication de moulures d'élimination des déchets de haute qualité. Tant que vous souhaitez personnaliser/développer des produits de moulage pour l'élimination des déchets, vous pouvez nous trouver. Nous disposons d'une conception professionnelle de moules d'injection et d'une technologie de fabrication mature, vous offrant un service à guichet unique, de la conception de produits à la fabrication de moules en passant par la production de produits, l'emballage de produits et le transport de produits, nous pouvons vous aider dans chaque lien. Tant que vous faites appel à nous, nous vous fournirons le service ultime et vous satisferons en termes de qualité des produits, de temps de production, de dialogue d'information, etc.
|
Nom du produit |
Moulage de tapis roulant |
|
Veuillez fournir |
2D, 3D, échantillons ou taille de les photos multi-angles |
|
Temps de moulage |
20-35 jours |
|
Temps de produit |
7-15 jours |
|
Précision du moule |
+/-0,01mm |
|
Durée de vie du moule |
50 à 100 millions de clichés |
|
Processus de production |
Dessins d'audit - analyse du flux de moule - validation de la conception - Matériaux personnalisés - traitement des moules - traitement des noyaux - usinage des électrodes - Système de guidage transformation - transformation et approvisionnement des pièces - réception usinage - cavité procédé de traitement de surface - mode complexe Matrice - L'ensemble revêtement de surface du moule - Plaque de montage - échantillon de moule - test d'échantillon - envoi échantillons |
|
Cavité du moule |
Une cavité, plusieurs cavités ou identique différents produits doivent être fabriqués ensemble |
|
Matériau du moule |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Système de coureur |
Canaux chauds et canaux froids |
|
Matériau de base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Finition |
Piquer le mot, finition miroir, surface mate, stries |
|
Standard |
HASCO, DME ou dépendant de |
|
Technologie principale |
Fraisage, meulage, CNC, EDM, fil découpe, sculpture, EDM, tours, finition de surface, etc. |
|
Logiciel |
Temps de conception CAO, PRO-E, UG : 1 à 3 jours (circonstances normales) |
|
Matériau du produit |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HANCHES, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Système qualité |
ISO9001 : 2008 |
|
Établir le temps |
20 jours |
|
Équipement |
CNC, EDM, découpe Machine, machines en plastique, etc. moule de valise en plastique zhe jiang |


Fabrication de moules à injection plastique

Spécifications de moulage du plastique

Conception du moule :




Processus de transaction :

Test de moisissure :


Emballage du produit

Usine
Nous sommes une usine de moules en plastique personnalisés. Notre usine est un fabricant de moules à injection plastique. nous avons 17 ans d'expérience dans les moules en plastique personnalisés professionnels et 10 ans d'expérience dans le commerce extérieur. Nous sommes un fournisseur de moules en plastique personnalisés. Nous pouvons fournir un service de moules en plastique personnalisé. Notre usine peut fabriquer des pièces en plastique moulées par injection et la qualité des produits vous satisfera.
Nous disposons de plus de 50 machines haut de gamme et de centaines d'ingénieurs et concepteurs. Nous pouvons fournir un service à guichet unique, depuis la conception du produit – la fabrication de moules – la production du produit – l’emballage du produit – le transport. Nous disposons d'une chaîne de production complète. Nous pouvons répondre à toutes vos exigences.
Services que nous proposons :
Service professionnel de moules personnalisés, conception et fabrication de moules en plastique. Production de produits en plastique, conception de produits, conception de moules, personnalisation de moules par soufflage, personnalisation de moules rotatifs, personnalisation de moules de moulage sous pression. Services d'impression 3D, services de fabrication CNC, emballage de produits, emballages personnalisés, services d'expédition.










Nous adhérons toujours aux principes de qualité et de respect du temps. Tout en fournissant aux clients des produits de la plus haute qualité, essayez de maximiser l’efficacité de la production et de réduire le temps de production. Nous sommes fiers de dire à chaque client que notre entreprise n'a perdu aucun client depuis sa création. S'il y a un problème avec le produit, nous chercherons activement une solution et assumerons la responsabilité jusqu'au bout.

FAQ
Q1 : Êtes-vous une société commerciale ou un fabricant ?
R : Nous sommes des fabricants.
Q2. Quand puis-je obtenir le devis ?
R: Nous citons généralement dans les 2 jours suivant la réception de votre demande.
Si vous êtes très urgent, veuillez nous appeler ou nous le dire dans votre e-mail afin que nous puissions d'abord vous proposer un devis.
Q3. Quel est le délai de livraison pour la moisissure ?
R : Tout dépend de la taille et de la complexité des produits. Normalement, le délai de livraison est de 25 jours.
Q4. Je n'ai pas de dessin 3D, comment dois-je démarrer le nouveau projet ?
R : Vous pouvez nous fournir un échantillon de moulage, nous vous aiderons à terminer la conception du dessin 3D.
Q5. Avant l'expédition, comment s'assurer de la qualité des produits ?
R : Si vous ne venez pas dans notre usine et que vous n'avez pas non plus de tiers pour l'inspection, nous serons votre inspecteur.
Nous vous fournirons une vidéo pour les détails du processus de production, notamment le rapport sur le processus, la structure de la taille des produits et les détails de la surface, les détails de l'emballage, etc.
Q6. Quelles sont vos conditions de paiement ?
A : Paiement du moule : dépôt de 40 % par T/T à l'avance, 30 % du deuxième paiement du moule avant d'envoyer les premiers échantillons d'essai, solde du moule de 30 % après avoir accepté les échantillons finaux.
B : Paiement de production : dépôt de 50 % à l’avance, 50 % avant d’envoyer les marchandises finales.
Q7 : Comment faites-vous pour que nos relations commerciales soient durables et bonnes ?
R : 1. Nous maintenons une bonne qualité et des prix compétitifs pour garantir à nos clients des produits de la meilleure qualité.
2. Nous respectons chaque client comme notre ami et nous faisons sincèrement des affaires et nous lions d'amitié avec eux, peu importe d'où ils viennent.
Balises actives: Moulage d'élimination des déchets, Chine, fabricant, fournisseur, usine, personnalisé, vente en gros, achat, qualité, dernières ventes, fabriqué en Chine
Catégorie associée
Appareils audiovisuels
Appareils de santé
Appareils électroménagers
Nécessités personnelles
Appareils numériques
Appareils de cuisine
Appareils de salle de bain
Appareils respectueux de l'environnement
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.





