

Maison
>
Produit > Service de personnalisation de base > Moule personnalisé > Moule à joint en plastique
Produit
- Service de personnalisation de base
- Soins de santé
- Appareils et instruments électroniques
- Moules pour fournitures maternelles et infantiles
- Sports récréatifs
- Art d'ameublement
- Accessoires automobiles
- Transport et entreposage
- Luminaires
- Matériel de construction
- Produit d'emballage
- Éducation et laboratoires
- Vêtements Bagages Accessoires
- Produits d'entretien et de nettoyage
- Agriculture et foresterie
- Équipement mécanique
- Fournitures pour animaux de compagnie
- Ustensiles de cuisine










Moule à joint en plastique
Ningbo (P&M) Plastic Hardware Products Co. possède 15 ans d'expérience dans la technologie de fabrication de moules pour des moules à joints en plastique personnalisés. Nous disposons des certificats ISO 9001. Nous fournissons un service professionnel de moules personnalisés et nous sommes un fabricant professionnel de moules en plastique. Nous avons une expérience suffisante dans la sélection des matières premières des produits et la sélection des matériaux de moule. Nous connaissons bien les propriétés des différents matériaux ainsi que les avantages et les inconvénients de la conception des moules. Nous recommanderons à nos clients des matériaux appropriés et des conseils de conception professionnels.
envoyer une demande
Description du produit
Nous sommes spécialisés dans le développement de moules de joints en plastique personnalisés, la production de composants de joints en plastique et les services d'assemblage optionnels, et non dans le commerce de produits finis. Nos moules sont conçus pour répondre aux besoins uniques des joints en plastique (par exemple, étanchéité, stabilité de charge, compatibilité en plusieurs parties), avec des conceptions sur mesure, une compatibilité des matériaux durables et un moulage par injection optimisé pour fournir des pièces de joint en plastique fiables pour la plomberie, les meubles, l'électronique et les équipements industriels.






1. Structures de moules personnalisées : adaptées aux exigences des joints en plastique
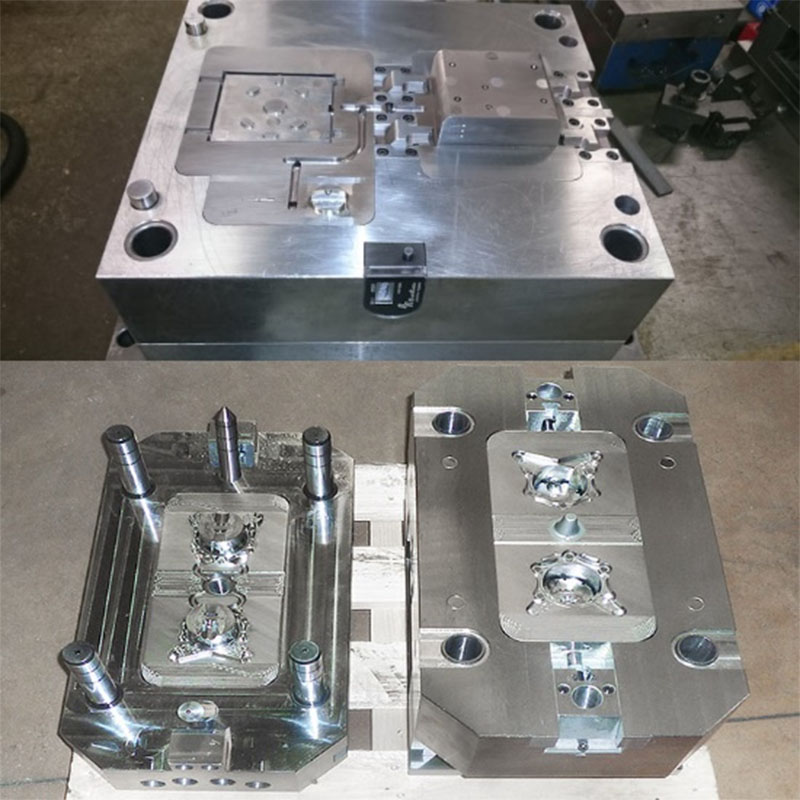
Les joints en plastique (par exemple, les connecteurs de tuyaux, les joints d'assemblage de meubles, les connecteurs de composants électroniques) exigent un ajustement d'interface précis, une résistance structurelle pour supporter la charge et souvent des performances d'étanchéité. Nos structures de moules sont personnalisées pour répondre à ces exigences clés :
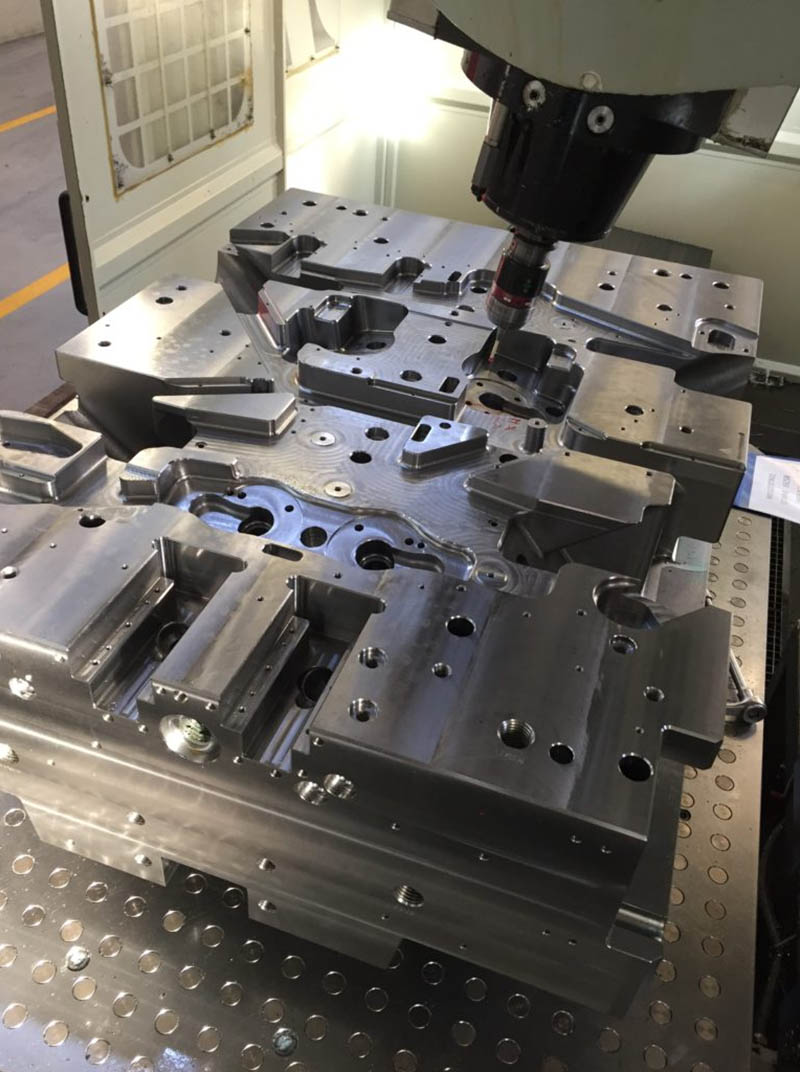
Cavité et noyau : usinés via un usinage CNC de haute précision (tolérance aussi étroite que ± 0,01 mm) pour reproduire les caractéristiques critiques :
Précision de l'interface (structures filetées/à encliquetage/insertion, par exemple, filetages métriques M10 à M50 pour les tuyaux, rainures à encliquetage avec une tolérance de ± 0,008 mm) pour garantir des connexions étanches et stables — empêche le desserrage ou les fuites.
Renfort porteur (nervures de 1,5 à 4 mm d'épaisseur aux points de contrainte, par exemple aux intersections des joints en T) pour améliorer la résistance à la traction/compression, essentiel pour les joints tels que les connecteurs de support de meubles, qui supportent un poids constant.
Structures d'étanchéité (par exemple, rainures de joint torique avec une tolérance de largeur de ± 0,02 mm, sièges de joint en caoutchouc) pour obtenir des performances d'étanchéité, essentielles pour les joints de plomberie ou de transport de fluides.
Conceptions multiports (ports 2 voies/3 voies/4 voies, tolérance d'alignement des ports ±0,5°) pour répondre à des besoins de connexion complexes (par exemple, joints de tuyaux à 3 voies pour la distribution d'eau).
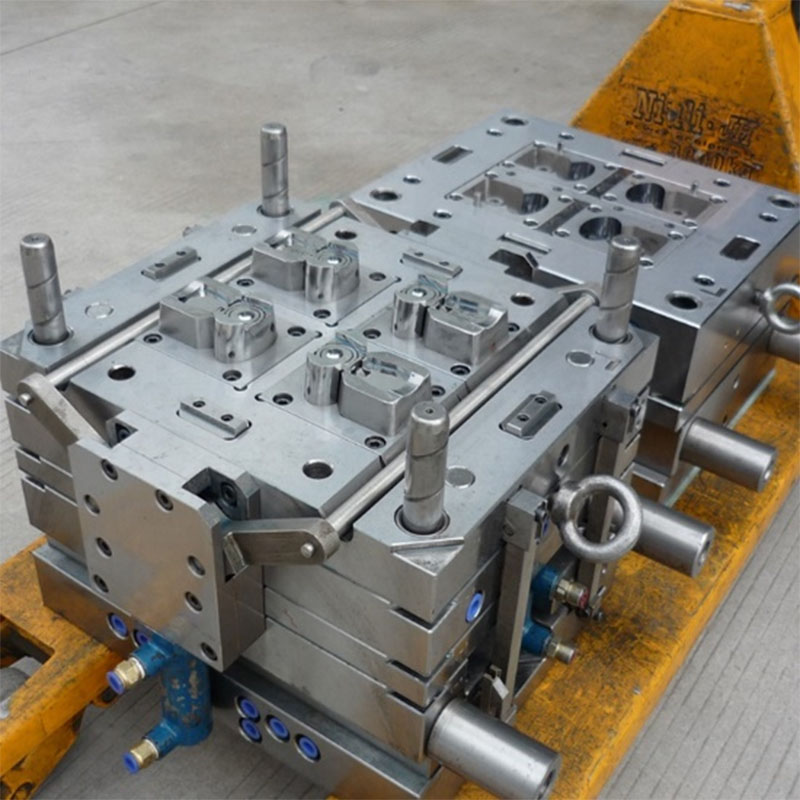
Système de portail : conçu pour éviter l’affaiblissement des zones porteuses et des performances d’étanchéité :
Les portes à broches (placées dans des zones sans interface et sans contrainte) pour les petits joints (par exemple, connecteurs de composants électroniques) : minimisent les lignes de soudure qui réduisent la résistance structurelle, un risque clé pour les matériaux rigides comme l'ABS ou le PA66.
Les systèmes à canaux chauds (pour les joints de grande taille ou à plusieurs cavités, par exemple les connecteurs de plomberie en vrac) pour maintenir une température de fusion constante — réduisent les déchets de matériaux de 18 à 25 % et garantissent une épaisseur uniforme des nervures de renfort.
Système de refroidissement : optimisé pour les structures multiports et irrégulières des joints :
Canaux de refroidissement multizones (correspondant à la géométrie des ports et des nervures) pour garantir une dissipation homogène de la chaleur : empêche la déformation des structures d'interface (ce qui ruinerait la précision de la connexion) et réduit le temps de cycle de 30 à 40 %.
Refroidissement ciblé des rainures d'étanchéité (par exemple, les sièges de joint torique) pour éviter le retrait, essentiel pour maintenir des performances d'étanchéité, car le retrait créerait des espaces entre le joint et le joint.
Système d'éjection : calibré pour protéger la précision de l'interface et la qualité de la surface :
Manchons d'éjection (pour joints filetés) pour éviter d'endommager les structures filetées : garantissent un assemblage en douceur avec les pièces d'accouplement (par exemple, tuyaux, boulons).
Plaques de dénudage (pour joints multi-ports) pour répartir uniformément la force d'éjection : empêche la déformation de l'alignement des ports, garantissant une compatibilité de connexion constante.
2. Matériaux plastiques appropriés : adaptés aux applications de joints en plastique
Les joints en plastique sont confrontés à une pression de charge, à une exposition aux fluides/produits chimiques (pour la plomberie) et à des facteurs environnementaux. Nous sélectionnons les matériaux en fonction de la stabilité des connexions, de la durabilité et des scénarios d'utilisation :
PP (polypropylène) : Idéal pour les joints à usage général (par exemple, raccords de tuyaux basse pression, joints d'assemblage de meubles). Offre une bonne résistance chimique (à l'eau, aux détergents doux), une résistance à la traction modérée (25 à 35 MPa) et une rentabilité — adaptée aux scénarios intérieurs à faible charge (par exemple, plomberie domestique, mobilier de bureau).
PVC (chlorure de polyvinyle) : utilisé pour les joints de plomberie et de transport de fluides (par exemple, raccords de conduites d'eau, joints de drainage). Présente une excellente résistance chimique (aux acides, aux alcalis), une rigidité élevée (Shore D 80-85) et une compatibilité étanche avec les joints en caoutchouc – idéal pour les systèmes de plomberie résidentiels/commerciaux (pression de service ≤ 1,6 MPa).
ABS (Acrylonitrile Butadiène Styrène) : Parfait pour les joints électroniques et à charge légère (par exemple, connecteurs de circuits imprimés, joints d'assemblage de petits appareils). Offre une bonne stabilité dimensionnelle (retrait de 1,5 à 2,5 %), une résistance aux chocs (15 à 20 kJ/m²) et un assemblage facile, adapté aux connexions électroniques de précision ou aux meubles de faible poids.
PA66 + fibre de verre (20 à 30 % GF) : Idéal pour les joints industriels à forte charge (par exemple, connecteurs de support de machines, joints de meubles lourds). Renforcé avec de la fibre de verre pour augmenter la résistance à la traction (jusqu'à 80 MPa) et à la chaleur (jusqu'à 120°C) — supporte de lourdes charges (50 à 100 kg) sans déformation, idéal pour les équipements industriels ou les meubles lourds.
POM (Polyoxyméthylène) : Convient aux joints à faible friction ajustés avec précision (par exemple, joints de meubles coulissants, petits connecteurs mécaniques). Offre une précision dimensionnelle élevée (tolérance ±0,005 mm), un faible coefficient de frottement (0,15-0,25) et une résistance à l'usure : garantit un assemblage fluide et une stabilité de connexion à long terme, même en cas de démontage fréquent.
3. Processus de moulage par injection : optimisé pour la qualité des joints plastiques
Notre processus de moulage par injection est affiné pour répondre aux exigences de connexion, de portance et d’étanchéité des joints en plastique, avec des avantages clés :
Garantie de précision de connexion :
Paramètres d'injection (température 180-280°C, pression 70-120 MPa) optimisés pour améliorer la densité du matériau : pas de vides internes dans les zones d'interface ou d'étanchéité, garantissant une connexion étanche (chaque lot est soumis à des tests de pression pour les joints étanches, avec un taux de fuite ≤ 0,1 ml/h).
Contrôle des dimensions de l'interface (variation ≤ 0,01 mm) pour éviter les connexions desserrées/rapides — critique pour les joints filetés ou à encliquetage, où même de minuscules écarts provoquent une défaillance de l'assemblage.
Capacité de charge et durabilité :
Tests de traction après moulage (pour les joints porteurs) pour confirmer que la résistance est conforme aux normes (par exemple, ≥50 MPa pour les joints PA66+GF) : garantit que les joints résistent à une charge à long terme sans se fissurer.
Recuit de détente (100 à 120 °C pendant 1 à 2 heures) pour les joints soumis à de fortes contraintes : réduit les contraintes résiduelles de 25 à 30 %, empêchant ainsi la déformation après moulage sous charge.
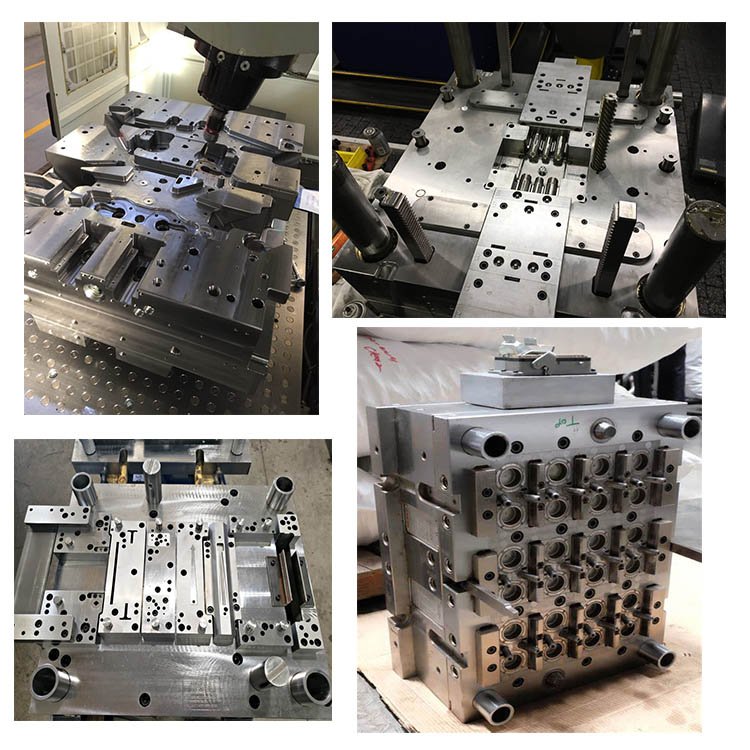
Production efficace :
Les moules multi-empreintes (16 à 48 cavités, en fonction de la taille du joint) maximisent le rendement : pour les joints de tuyaux standard de 20 mm, la production quotidienne atteint 100 000 à 150 000 composants.
Inspection automatisée (via des scanners optiques) pour les dimensions de l'interface : réduit les coûts de main-d'œuvre et garantit une production sans défaut à 99,8 %, ce qui est essentiel pour les joints produits en série.
Optimisation des coûts :
Les systèmes à canaux chauds minimisent le gaspillage de matériaux, en particulier pour les matériaux coûteux comme le PA66+GF, réduisant ainsi le coût unitaire de 12 à 18 % pour les grosses commandes.
Moulage intégré des rainures/nervures d'étanchéité : élimine le post-traitement (par exemple, usinage secondaire des filetages), réduisant ainsi le temps et les coûts de production.
4. Nos services : Au-delà des moules : joints et assemblages en plastique
Nous fournissons des solutions de bout en bout pour la production de joints plastiques, pas seulement de moules :
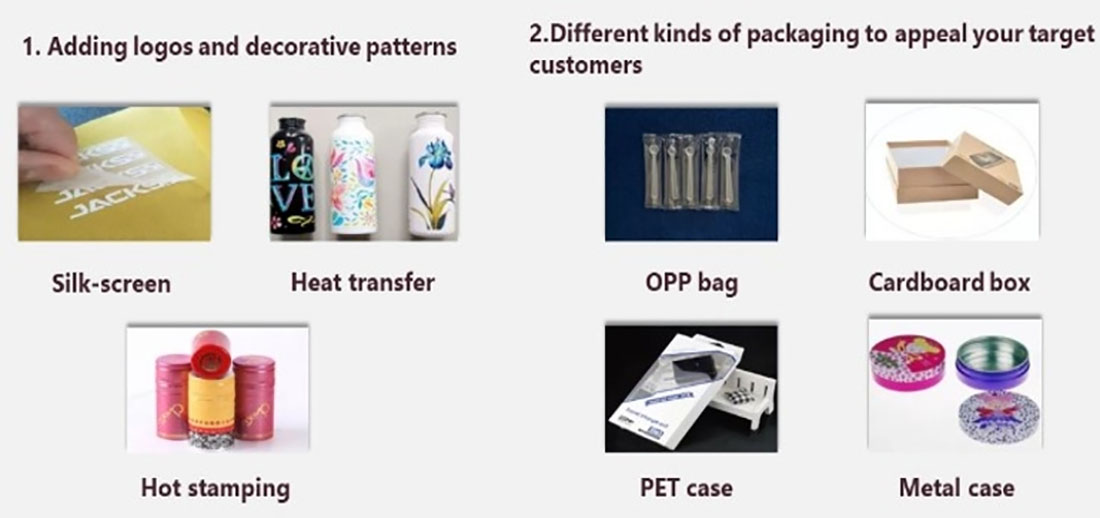
Fabrication de joints en plastique : produisez des joints personnalisés dans différentes tailles (10 × 10 mm à 200 × 150 mm), types (filetés, à encliquetage, insertion) et conceptions de ports (2 voies à 4 voies). Prend en charge les normes de filetage personnalisées (métriques, impériales), la correspondance des couleurs (codes RAL/Pantone) et les traitements de surface (revêtement anticorrosion, texture antidérapante).
Assemblage à valeur ajoutée : services d'assemblage optionnels pour les sous-ensembles de joints, par exemple l'insertion de joints toriques en caoutchouc (pour les joints étanches), la fixation d'inserts de renfort métalliques (pour les joints à forte charge) ou l'assemblage d'ensembles de joints avec des pièces d'accouplement (par exemple, des kits de joints de tuyaux avec joints). Fournit des sous-ensembles prêts à installer, économisant ainsi votre temps de production.
Prise en charge de la conception personnalisée : proposez une conception de moules 3D et un prototypage rapide (via usinage CNC ou moulage par injection). Nous pouvons produire 20 à 50 prototypes de joints en 3 à 4 jours pour que vous puissiez tester la précision des connexions, la capacité de charge et les performances d'étanchéité, optimisant ainsi la conception du moule avant la production en série.
Nous sommes un fabricant de moules en plastique et pouvons fournir un service de moules personnalisés, nous pouvons fabriquer des moules d'injection, des moules de soufflage, des moules rotatifs et des moules de moulage sous pression.
Pour les moules à injection personnalisés, nous pouvons fournir des services professionnels de moulage par injection personnalisés. Habituellement, fabrication de moules par injection plastique. Les moulages sont fabriqués à l'aide de la technologie de moulage par injection. Les matériaux de moulage pour moules à injection peuvent être choisis parmi P20, 718, S136, H13, etc. Le matériau du moule reflète la durée de vie du moule et les exigences matérielles du produit.
Pour les pièces nécessitant une production par soufflage, nous pouvons également fournir des services professionnels de moulage par soufflage personnalisés.
|
Nom du produit |
Moule à joint en plastique |
|
Veuillez fournir |
2D, 3D, échantillons ou taille de les photos multi-angles |
|
Temps de moulage |
20-35 jours |
|
Temps de produit |
7-15 jours |
|
Précision du moule |
+/-0,01mm |
|
Durée de vie du moule |
50 à 100 millions de clichés |
|
Processus de production |
Dessins d'audit - analyse du flux de moule - validation de la conception - Matériaux personnalisés - traitement des moules - traitement des noyaux - usinage des électrodes - Système Runner transformation - transformation et approvisionnement des pièces - réception usinage - cavité procédé de traitement de surface - mode complexe Matrice - L'ensemble revêtement de surface du moule - Plaque de montage - échantillon de moule - test d'échantillon - envoi échantillons |
|
Cavité du moule |
Une cavité, plusieurs cavités ou identique différents produits doivent être fabriqués ensemble |
|
Matériau du moule |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Système de coureur |
Canaux chauds et canaux froids |
|
Matériau de base |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Finition |
Piquer le mot, finition miroir, surface mate, stries |
|
Standard |
HASCO, DME ou dépendant de |
|
Technologie principale |
Fraisage, meulage, CNC, EDM, fil découpe, sculpture, EDM, tours, finition de surface, etc. |
|
Logiciel |
Temps de conception CAO, PRO-E, UG : 1 à 3 jours (circonstances normales) |
|
Matériau du produit |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HANCHES, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Système qualité |
ISO9001 : 2008 |
|
Établir le temps |
20 jours |
|
Équipement |
CNC, EDM, découpe Machine, machines en plastique, etc. moule de valise en plastique zhe jiang |
Fabrication de moules à injection plastique Fabrication de moules à injection
1.Nous communiquons la conception du produit en fonction des échantillons/dessins et de vos exigences.
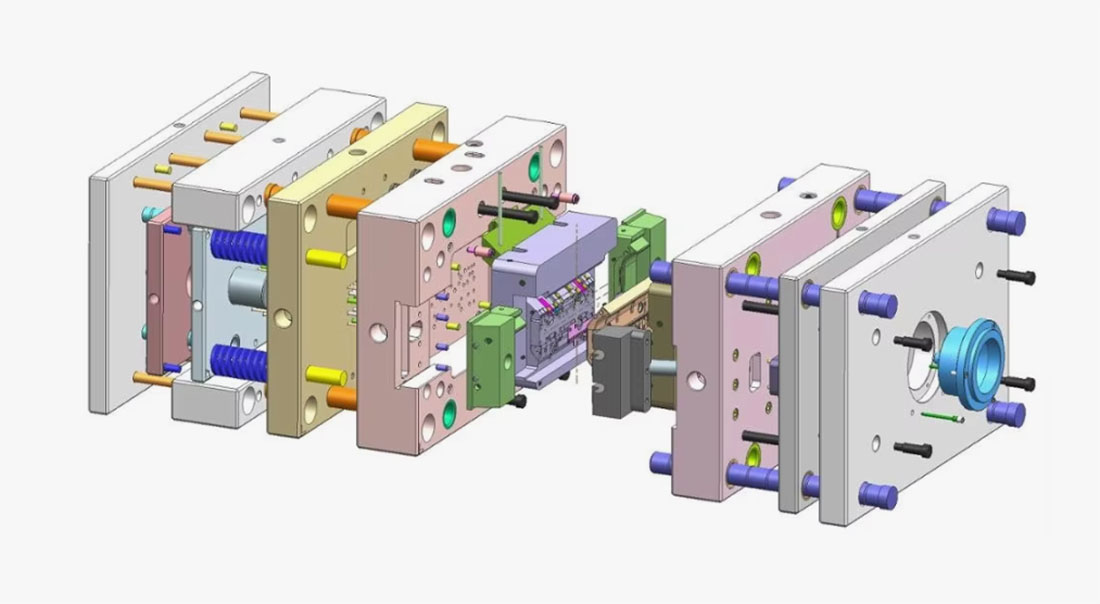
2.Une fois la conception du produit confirmée, nous effectuons la conception du moule, nous fournissons toutes sortes de moules d'injection, de moules de soufflage, de moules en silicone, de services de moules de moulage sous pression.
3. Achat de matériaux, outils de base de découpe d'acier et de moules.
4. Assemblage du moule
5. Inspection, suivi et contrôle du traitement des moules.
6. Nous vous informerons de la date de l'essai du moule et vous enverrons le rapport d'inspection de l'échantillon et les paramètres d'injection avec l'échantillon.
7.Votre instruction et confirmation d’expédition.
8. Préparez le moule avant de l'emballer.
Spécifications de moulage de fabrication de moules à injection plastique
1. Fabricant professionnel, conception, production de moules d'injection et contrôle de qualité des moules d'estampage
2. riche expérience d'exportation de moule d'injection plastique et de moule d'estampage
3. Prix raisonnable du moule de conception
4. Cavités : simples ou selon vos besoins
5. Traitement : prétraitement S45C> 25Hrc et nitruration
6. Acier de moule : Cavité, noyau et glissière : P20, 2738,2136 disponible Moldbase : LKM disponible
7. Norme : DEM, HUSKY, disponible
8. Canaux chauds : selon votre demande
9. Durée de vie : > 300 mille fois
10. Contenu : boîtier en contreplaqué, peinture antirouille.

Conception du moule :
Informations que vous devez nous fournir
1. Si vous avez des dessins, des dessins 2D, des dessins 3D (de préférence au format STEP).
2. S'il n'y a pas de dessins, vous devez fournir des informations spécifiques sur la longueur, la largeur, la hauteur et le poids. (Il est préférable de nous envoyer des échantillons)
3. Si le moule est envoyé dans votre pays ou laissez-le dans notre usine et nous vous aiderons à fabriquer le produit.
4. Exigences en matière de matériaux de moule, exigences en matière de nombre de cavités (vous pouvez nous indiquer la taille de votre machine de moulage par injection)
5. Exigences matérielles du produit et quantité de produit. (Vous pouvez nous parler de l'utilisation du produit et nous pouvons vous faire des suggestions)

Processus de transaction :

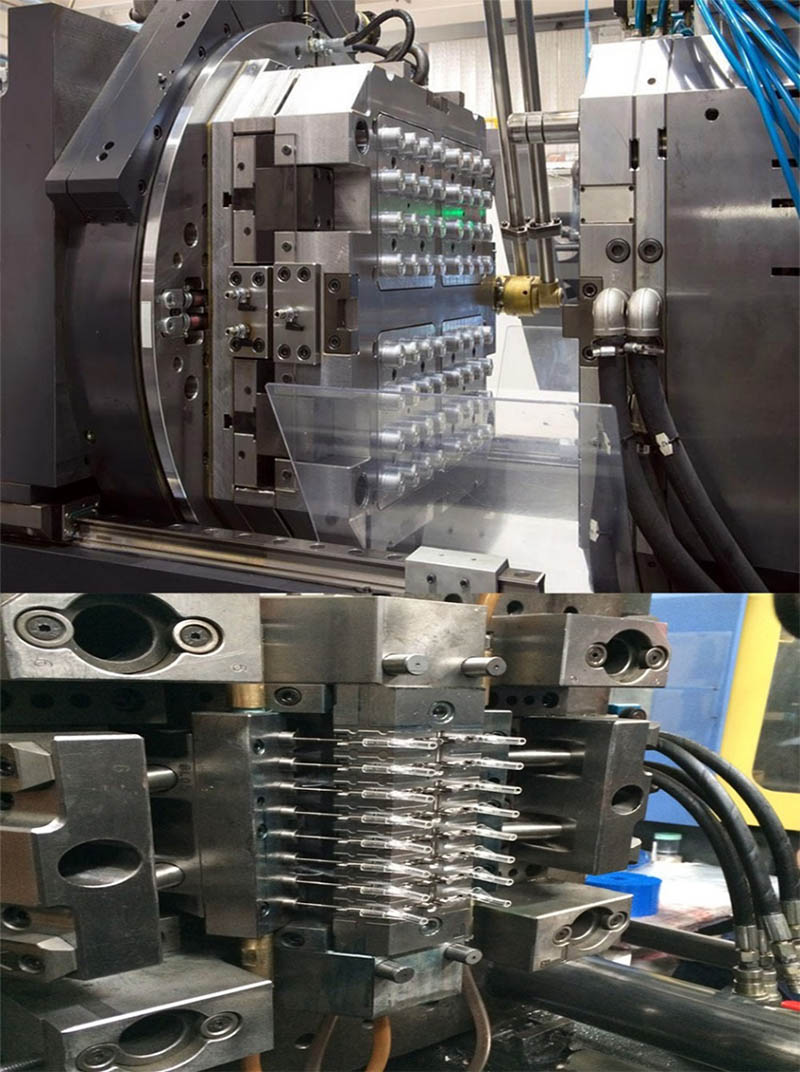
Test de moisissure :
Une fois le moule terminé, je fais un test de moule. Cela prend généralement environ 3 à 5 jours. Nous devons assembler le moule, ajuster les données de pression de la machine et essayer la production. Nous devons vérifier s'il y a des problèmes lors de la production normale du moule et apporter des modifications.


Emballage du produit
Conditionnement selon vos besoins
1. Par avion, la livraison prend 3 à 7 jours. Les marchandises peuvent être expédiées par DHL, Fedex, UPS.
2. Par mer, le délai de livraison est basé sur votre port.
Vers les pays d'Asie du Sud-Est, cela prend environ 5 à 12 jours
Pour les pays du Moyen-Orient, cela prend environ 18 à 25 jours
Vers les pays européens, cela prend environ 20 à 28 jours
Vers les pays américains, cela prend environ 28 à 35 jours
Pour l'Australie, cela prend environ 10 à 15 jours
Vers les pays africains, cela prend environ 30 à 35 jours.

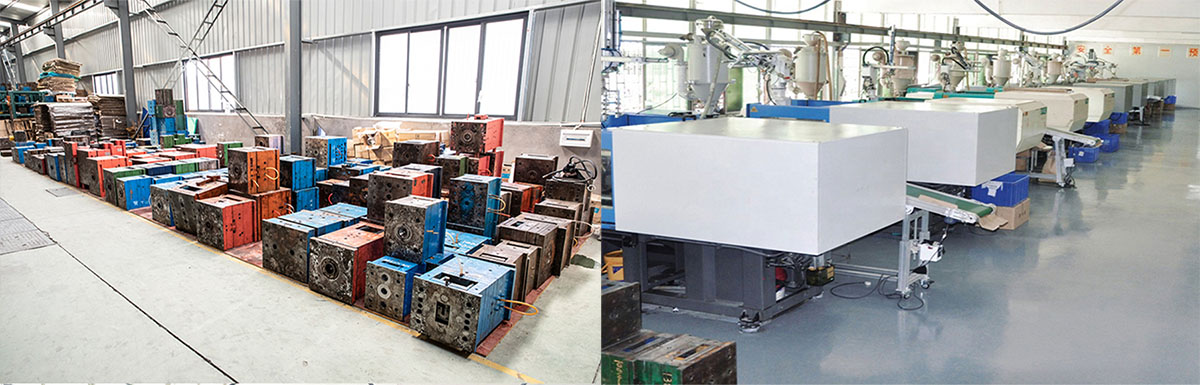
Usine
Vidéo-1 : (Vidéo d'usine)
Vidéo-2 : (Moulage par injection)
Vidéo-3 : (Moulage par soufflage)
Vidéo-4 : (Moulage par soufflage)
Vidéo-5 : (Moulage au rouleau)








La satisfaction du client est notre objectif le plus important. Nous nous concentrons sur la communication et la coopération avec nos clients, prêtons toujours attention à leurs besoins et fournissons une réponse rapide et un service client de qualité. Notre usine de moules de production par injection s'engage à établir des relations à long terme et à garantir que nos clients reçoivent le meilleur service après-vente lors de l'achat et de l'utilisation de nos produits, et nous ferons certainement de notre mieux pour résoudre tous les problèmes de nos clients.

FAQ
1. Qui sommes-nous ?
Nous sommes basés dans le Zhejiang, en Chine, depuis 2014, vendons en Amérique du Nord (30,00 %), en Europe du Sud (10,00 %), dans le Nord.
Europe (10,00 %), Amérique centrale (10,00 %), Europe de l'Ouest (10,00 %), Moyen-Orient (10,00 %), Europe de l'Est (10,00 %), Amérique du Sud (10,00 %). Il y a au total environ 51 à 100 personnes dans notre bureau.
2. Comment pouvons-nous garantir la qualité ?
Toujours un échantillon de pré-production avant la production en série ;
Toujours inspection finale avant expédition.
3. Que pouvez-vous acheter chez nous ?
Moule, produit en plastique, produit métallique, produit dentaire, usinage CNC.
4. Pourquoi devriez-vous acheter chez nous et non chez d'autres fournisseurs ?
Ningbo P&M Plastic Metal Product Co., Ltd. Nous réalisons principalement toutes sortes de conception 3D, d'impression 3D et d'outillage et de produits de moules métalliques en plastique. Nous avons notre propre ingénieur et usine. Approvisionnement unique : conception 3D - impression 3D - fabrication de moules - injection plastique.
5. Quels services pouvons-nous fournir ?
Conditions de livraison acceptées : FOB, CFR, CIF, EXW, FCA, DDP, DDU ;
Devise de paiement acceptée : USD, EUR ;
Type de paiement accepté : T/T, L/C, PayPal, Western Union, Escrow ;
Langue parlée : anglais, chinois, espagnol, français, russe.
6. Quelles sont les caractéristiques de votre service ?
1. Votre demande relative à nos produits ou prix recevra une réponse dans les 24 heures.
2. Un personnel bien formé et expérimenté pour répondre à toutes vos demandes dans un anglais courant.
3. Offrir le support nécessaire pour résoudre le problème pendant la période de candidature ou de vente.
4. Prix compétitifs basés sur la même qualité.
5. Garantir la qualité des échantillons identique à celle de la production de masse.
Balises actives: Moule à joint en plastique, Chine, fabricant, fournisseur, usine, personnalisé, vente en gros, achat, qualité, dernières ventes, fabriqué en Chine
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.








